Language








Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-04-16 Origen: Sitio
Las tuberías de plástico son componentes fundamentales en la infraestructura moderna, desde el suministro de agua y los sistemas de riego hasta el transporte de fluidos industriales y los conductos eléctricos. Garantizar una calidad constante, bajas tasas de defectos y una alta eficiencia durante el proceso de producción de tuberías de plástico es esencial para los fabricantes que desean seguir siendo competitivos y rentables en el mercado actual. Sin embargo, este sector manufacturero enfrenta muchos desafíos, desde el manejo de materiales hasta el diseño de matrices, desde problemas con los equipos hasta el control de calidad.
Esta guía completa explorará los problemas comunes en la producción de tuberías de plástico , analizará tendencias y datos técnicos relevantes y brindará soluciones prácticas para los fabricantes que operan una Línea de producción de tubos de plástico . Al final de este artículo, comprenderá las causas fundamentales de los obstáculos en la producción y cómo prevenirlos, lo que le ayudará a mejorar la productividad y la calidad del producto.
La fabricación de tuberías de plástico es un proceso industrial basado en extrusión en el que los materiales poliméricos en bruto se funden y se les da forma a través de una matriz para crear tramos continuos de tubería. Los plásticos más utilizados incluyen cloruro de polivinilo (PVC), polietileno de alta densidad (HDPE) y polipropileno (PP). Cada tipo presenta sus propios requisitos y desafíos de proceso, pero surgen problemas comunes en todos los materiales.
Según los conocimientos de la industria, los defectos superficiales, las inconsistencias dimensionales, los huecos internos y la formación de burbujas se encuentran entre los problemas clave que se encuentran durante la extrusión y las operaciones posteriores. Además, muchos de estos problemas surgen de variaciones en la temperatura, presión, calidad del material y calibración del equipo.
Los esfuerzos por minimizar estos problemas tienen un impacto directo en el rendimiento de la producción, la eficiencia de costos y el desempeño del uso final. Ya sea en el contexto de líneas de agua potable o tuberías industriales, la calidad del producto define la satisfacción del cliente y el cumplimiento de los estándares internacionales.
La primera etapa crítica en la producción de tubos de plástico comienza con la preparación de la materia prima. Un manejo deficiente en esta etapa puede afectar todo el ciclo de producción, afectando el acabado de la superficie, la resistencia y la uniformidad de las paredes.
La humedad absorbida en los gránulos de plástico o en la materia prima reciclada puede provocar picaduras en la superficie, texturas rugosas y huecos internos. Los contaminantes y las impurezas, como polvo, masillas o plásticos incompatibles, provocan rayas o puntos débiles en la tubería final.
Consejos de prevención:
Utilice sistemas adecuados de secado y deshumidificación.
Asegúrese de que las materias primas se almacenen en entornos controlados antes de su procesamiento.
Instale analizadores de humedad para monitorear el contenido de humedad antes de la extrusión.
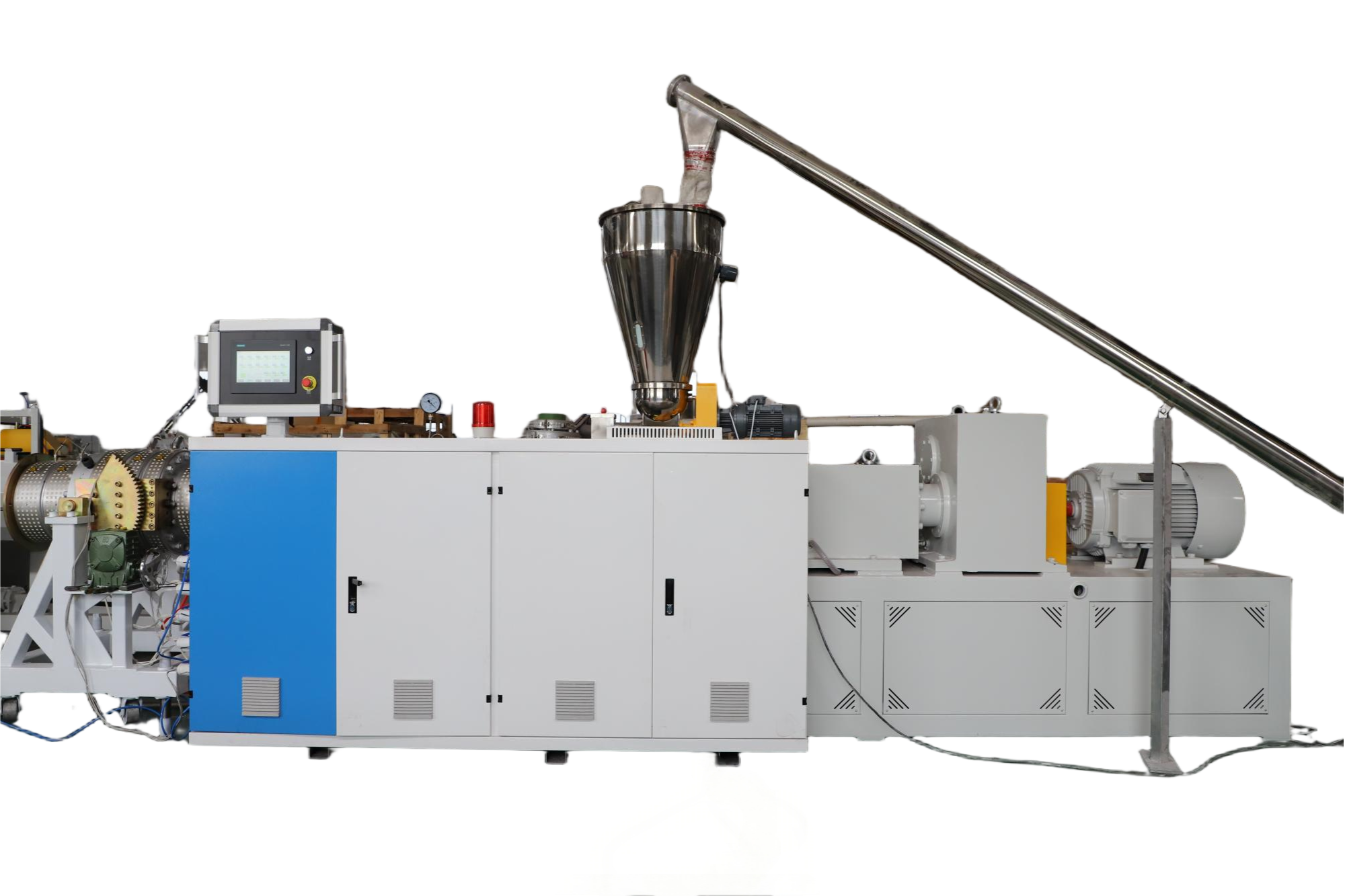
El corazón de la producción de tubos de plástico reside en Máquina de tubos de plástico , específicamente la extrusora. Los problemas aquí influyen significativamente en los resultados de calidad posteriores.
El tornillo dentro de una extrusora no sólo empuja el material hacia adelante sino que también garantiza la uniformidad de la fusión. Con el tiempo, los tornillos se desgastan debido a la fricción abrasiva con el material. A medida que avanza el desgaste, la eficiencia de la mezcla disminuye, lo que provoca una mala consistencia de la masa fundida y defectos en el producto.
Lista de verificación de soluciones:
Mida periódicamente las dimensiones de los tornillos y los patrones de desgaste.
Reemplace los tornillos desgastados antes de que comprometan la producción.
Elija materiales resistentes al desgaste para la construcción de tornillos.
La extrusión requiere un control preciso de múltiples zonas de temperatura, desde las secciones del cilindro hasta el cabezal de la matriz. La distribución desigual de la temperatura conduce a una fusión inconsistente, lo que resulta en variaciones de dimensiones, irregularidades en el flujo y defectos en la superficie.
Mejores prácticas:
Utilice controladores PID y tecnología de imágenes térmicas para el monitoreo en tiempo real.
Establezca intervalos de calibración regulares para los sistemas de control térmico.
Mantenga el perfil de calor correcto para tipos de resina específicos.
Una vez que el plástico fundido sale de la extrusora, pasa a través del troquel para formar el perfil de la tubería. Los problemas en esta etapa son comunes y pueden afectar dramáticamente la funcionalidad y la estética de la tubería.
Después de salir del molde, el plástico fundido puede expandirse (el molde se hincha) debido a la recuperación elástica, lo que genera dimensiones inexactas y un control de tolerancia deficiente.
Estrategia de mitigación:
Rediseñar la geometría del troquel para minimizar la recuperación elástica.
Implemente la optimización de la refrigeración directamente después del troquel.
De manera similar, las líneas de troquel (rayas a lo largo de la tubería causadas por un flujo irregular) para mantener un acabado superficial uniforme. se deben evitar
Prevención:
Limpie el troquel con regularidad para eliminar la acumulación.
Asegure un flujo de material suave y equilibrado a través del troquel.
El espesor desigual de la pared afecta la integridad estructural y la resistencia a la presión. Estas variaciones pueden ocurrir cuando el troquel está desalineado, la velocidad de extracción fluctúa o la presión de extrusión es inestable.
Las líneas modernas de extrusión de tuberías a menudo incorporan sistemas de medición láser o ultrasónicos para proporcionar retroalimentación en tiempo real y ajustar automáticamente los parámetros de procesamiento cuando se detectan desviaciones.
La rugosidad, la falta de brillo y los rayones de la superficie comprometen el atractivo estético y pueden indicar problemas más profundos en el proceso.
Lubricación inadecuada o flujo de fusión desigual.
Contaminación en materias primas o superficies de equipos desgastados.
Inconsistencias de enfriamiento después de la extrusión.
Remediar defectos de superficie:
Mantenga una distribución uniforme de la temperatura.
Utilice materias primas y sistemas de filtración de alta calidad.
Inspeccione y pula moldes y cabezales para eliminar las asperezas.
Estos pasos no sólo mejoran la apariencia del producto sino que también mejoran el rendimiento del uso final y la satisfacción del cliente.
Los vacíos internos (bolsas de aire atrapado) debilitan la integridad estructural y reducen la longevidad de las tuberías. A menudo es causado por una presión inconsistente o sistemas de ventilación deficientes durante la extrusión.
Técnicas de evitación:
Utilice sistemas de vacío en la línea de extrusión para evacuar los gases atrapados.
Mantenga una presión y temperatura uniformes para respaldar un flujo de fusión estable.
La ovalidad de una tubería se refiere a una tubería que pierde su sección transversal circular, lo que socava el ajuste y el rendimiento.
Causas clave:
Enfriamiento desigual.
Sistemas de tracción o arrastre desequilibrados.
Controles:
Supervise la máquina de tracción para detectar problemas de sincronización.
Utilice tanques de calibración y enfriamiento equilibrados inmediatamente después de la extrusión.
Para proporcionar una visión más profunda, a continuación se muestra una comparación estructurada de los defectos comunes encontrados durante la producción de tuberías de plástico:
| Tipo de defecto | Causas principales | Acciones recomendadas |
|---|---|---|
| Rugosidad de la superficie | Flujo de fusión desigual; contaminantes | Mejorar la preparación del material; control preciso de la temperatura |
| Variación del espesor de la pared | Muere desalineación; inestabilidad de presión | Utilice medición en línea; ajustes automáticos |
| Burbujas/huecos internos | Aire atrapado; variación de presión | Ventilación al vacío; refrigeración optimizada |
| Ovalidad/Deformidad de la forma | Enfriamiento desigual; fluctuación de la velocidad de arrastre | Enfriamiento equilibrado; tracción sincronizada |
| Líneas de matriz/marcas de flujo | Flujo de matriz irregular; superficies sucias del troquel | Limpiar e inspeccionar el troquel; supervisar el flujo de fusión |
| Impacto del desgaste del tornillo | Desgaste abrasivo; fatiga del metal | Inspección de rutina y reemplazo preventivo |
Esta tabla ayuda a los fabricantes a diagnosticar áreas problemáticas en sus líneas de producción y seleccionar soluciones respaldadas por evidencia.
Basadas en investigaciones de la industria y datos de fabricación, a continuación se presentan estrategias comprobadas para minimizar los problemas comunes en la producción de tuberías de plástico :
Las líneas de producción modernas vienen con controles digitales avanzados, circuitos de retroalimentación de calidad automatizados y sensores en línea que corrigen los problemas de manera proactiva antes de que se agraven.
Las inspecciones programadas de la máquina de tubos de plástico , especialmente del extrusor, los tornillos y los conjuntos de matrices, son esenciales para evitar tiempos de inactividad no planificados.
Los operadores bien capacitados comprenden cómo los parámetros del proceso afectan la calidad de la producción y pueden realizar ajustes rápidos durante la producción. La capacitación periódica y la revisión del desempeño contribuyen a una mayor consistencia en la producción.
Garantizar la pureza de la materia prima, un índice de flujo de fusión constante y el control de la humedad suprime la formación de defectos en las primeras etapas del ciclo de vida de producción.
A medida que evoluciona el campo de fabricación global, varias innovaciones están remodelando la producción de tuberías de plástico:
Los modelos de inteligencia artificial y aprendizaje automático se utilizan cada vez más para predecir defectos antes de que ocurran mediante el análisis de flujos de datos de procesos.
El reciclaje y el uso de materia prima plástica secundaria son soluciones de tendencia, pero requieren una calibración cuidadosa de la línea de extrusión de tuberías para mantener la calidad.
Las tecnologías de enfriamiento uniforme garantizan dimensiones más consistentes y ayudan a reducir los defectos de ovalidad.
Un menor consumo de energía combinado con un mejor control del proceso respalda una producción de tubos de plástico más sostenible y rentable.
En el competitivo entorno de fabricación actual, dominar las complejidades de la producción de tubos de plástico , ya sea operando una línea de producción de tubos de plástico , utilizando una máquina de tubos de plástico u optimizando una línea de extrusión de tubos , es esencial para minimizar los defectos y maximizar la productividad.
Desde la preparación del material y la calibración del extrusor hasta la optimización de la matriz, la gestión del enfriamiento y los controles de acabado de superficies, abordar cada pieza del rompecabezas de producción ayuda a los fabricantes a lograr mayor consistencia, calidad y satisfacción del cliente.
La adopción de tecnología moderna, la inversión en mantenimiento preventivo, la mejora de la experiencia del operador y el seguimiento de los indicadores de rendimiento basados en datos son los pilares de una fabricación eficaz de tuberías.
1. ¿Cuál es la causa principal de la variación del espesor de la pared en la extrusión de tubos de plástico?
La variación del espesor de la pared a menudo surge de la desalineación de la matriz, la presión inestable y la velocidad de transporte inconsistente; El uso de sistemas de medición en línea y la calibración regular de matrices ayuda a controlar este problema.
2. ¿Cómo afecta la humedad de las materias primas a la producción de tuberías de plástico?
La humedad puede crear huecos internos y defectos superficiales al interferir con la calidad de la masa fundida, por lo que los sistemas de secado y control de la humedad son cruciales antes de la extrusión.
3. ¿Por qué se forman burbujas dentro de los tubos de plástico extruidos?
Las burbujas suelen ser causadas por aire o gases atrapados durante la extrusión; La implementación de ventilación al vacío y una presión constante reduce estos defectos.
4. ¿Se puede utilizar eficazmente el plástico reciclado en una línea de extrusión de tuberías?
Sí, se pueden utilizar plásticos reciclados, pero requieren una calibración cuidadosa de la línea de extrusión y un control de calidad para mantener el rendimiento del producto.
5. ¿Cómo afectan las líneas de troquelado a la calidad final de la tubería de plástico?
Las líneas de troquel son defectos visuales causados por un flujo desigual del troquel; La limpieza regular, la optimización del flujo y la inspección de matrices ayudan a prevenirlos.


















