Language








Просмотры: 0 Автор: Редактор сайта Время публикации: 16 апреля 2026 г. Происхождение: Сайт
Пластиковые трубы являются фундаментальными компонентами современной инфраструктуры — от систем водоснабжения и ирригации до транспортировки промышленных жидкостей и электропроводки. Обеспечение стабильного качества, низкого уровня дефектов и высокой эффективности в процессе производства пластиковых труб имеет важное значение для производителей, которые хотят оставаться конкурентоспособными и прибыльными на современном рынке. Однако этот производственный сектор сталкивается со многими проблемами — от обработки материалов до проектирования штампов, от проблем с оборудованием до контроля качества.
В этом подробном руководстве будут рассмотрены общие проблемы производства пластиковых труб , проанализированы соответствующие тенденции и технические данные, а также предложены действенные решения для производителей, эксплуатирующих Линия по производству пластиковых труб . К концу этой статьи вы поймете коренные причины производственных препятствий и способы их предотвращения, что поможет вам повысить производительность и качество продукции.
Производство пластиковых труб — это промышленный процесс, основанный на экструзии, в котором сырьевые полимерные материалы плавятся и формуются через матрицу для создания непрерывных отрезков труб. Популярные используемые пластики включают поливинилхлорид (ПВХ), полиэтилен высокой плотности (ПЭВП) и полипропилен (ПП). Каждый тип имеет свои собственные технологические требования и проблемы, но общие проблемы возникают для всех материалов.
Согласно отраслевым исследованиям, дефекты поверхности, несоответствие размеров, внутренние пустоты и образование пузырьков являются одними из ключевых проблем, возникающих во время экструзии и последующих операций. Более того, многие из этих проблем возникают из-за изменений температуры, давления, качества материала и калибровки оборудования.
Усилия по минимизации этих проблем оказывают прямое влияние на объемы производства, экономическую эффективность и эффективность конечного использования. Будь то линии питьевой воды или промышленные трубопроводы, качество продукции определяет удовлетворенность клиентов и соответствие международным стандартам.
Первый критический этап производства пластиковых труб начинается с подготовки сырья. Неправильное обращение на этом этапе может повлиять на весь производственный цикл, влияя на качество поверхности, прочность и однородность стенок.
Влага, поглощенная пластиковыми гранулами или переработанным сырьем, может вызвать образование язв на поверхности, шероховатую текстуру и внутренние пустоты. Загрязняющие вещества и примеси, такие как пыль, наполнители или несовместимые пластмассы, приводят к появлению полос или слабых мест на конечной трубе.
Советы по профилактике:
Используйте соответствующие системы сушки и осушения.
Перед обработкой убедитесь, что сырье хранится в контролируемых условиях.
Установите анализаторы влажности для контроля содержания влаги перед экструзией.
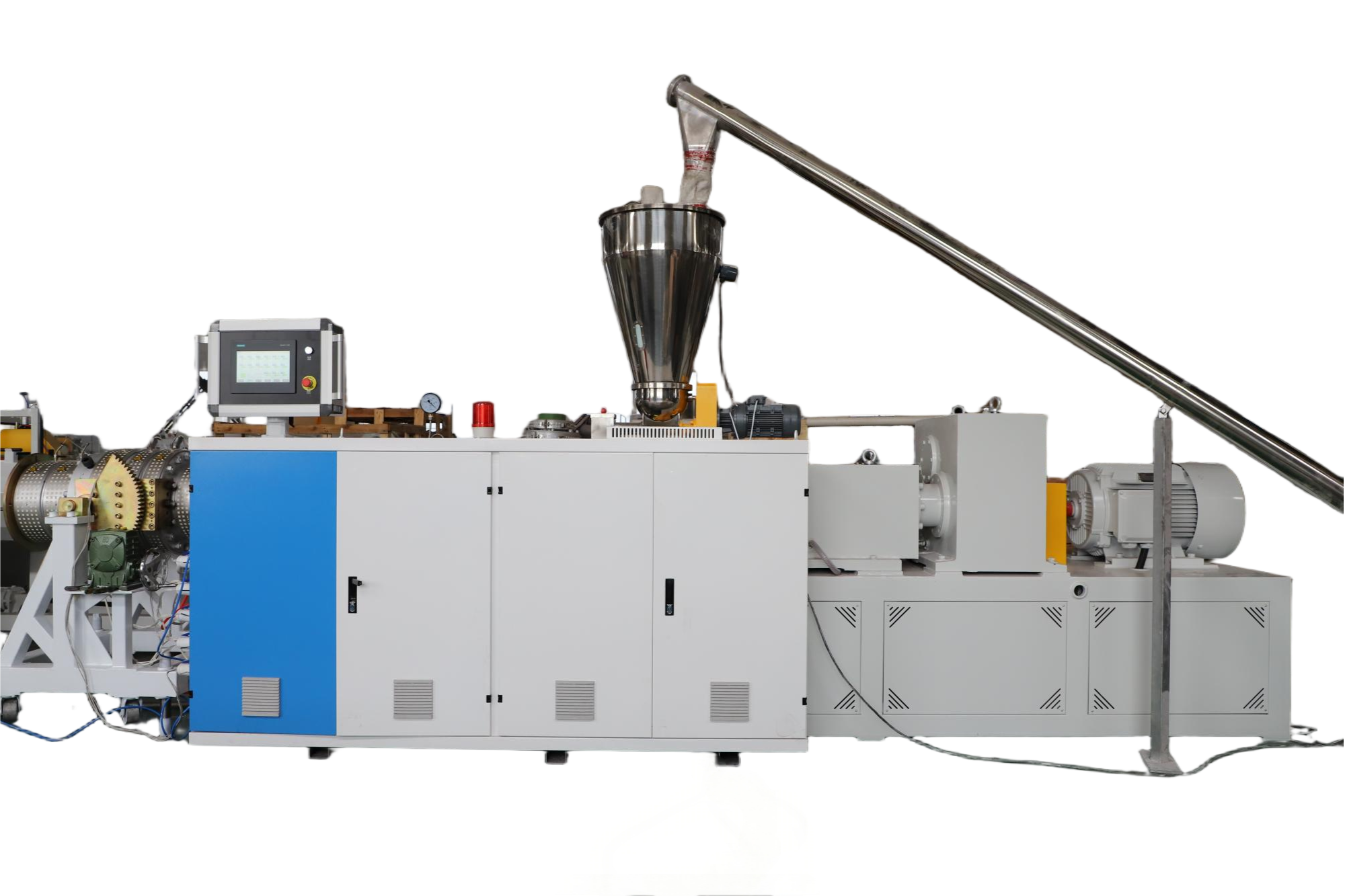
Сердце производства пластиковых труб лежит в Машина для изготовления пластиковых труб — конкретно экструдер. Проблемы здесь существенно влияют на качество последующих результатов.
Шнек внутри экструдера не только продвигает материал вперед, но и обеспечивает однородность расплава. Со временем винты изнашиваются из-за абразивного трения с материалом. По мере износа эффективность смешивания падает, что приводит к ухудшению консистенции расплава и дефектам продукта.
Контрольный список решений:
Периодически измеряйте размеры винтов и характер износа.
Заменяйте изношенные винты, прежде чем они поставят под угрозу производительность.
Для винтовой конструкции выбирайте износостойкие материалы.
Экструзия требует точного контроля нескольких температурных зон — от секций цилиндра до фильерной головки. Неравномерное распределение температуры приводит к неравномерному плавлению, что приводит к изменению размеров, неравномерностям потока и дефектам поверхности.
Лучшие практики:
Используйте ПИД-регуляторы и технологию тепловидения для мониторинга в реальном времени.
Установите регулярные интервалы калибровки для систем термоконтроля.
Поддерживайте правильный тепловой профиль для конкретных типов смол.
Как только расплавленный пластик выходит из экструдера, он проходит через матрицу, образуя профиль трубы. Проблемы на этом этапе являются общими и могут существенно повлиять на функциональность и эстетику труб.
После выхода из матрицы расплавленный пластик может расширяться (набухать в форме) из-за упругого восстановления, что приводит к неточным размерам и плохому контролю допусков.
Стратегия смягчения последствий:
Измените геометрию матрицы, чтобы минимизировать упругое восстановление.
Внедрите оптимизацию охлаждения непосредственно после кристалла.
Точно так же необходимо избегать линий матрицы — полос вдоль трубы, вызванных неравномерным потоком, — чтобы сохранить однородную поверхность.
Профилактика:
Регулярно очищайте матрицу, чтобы удалить отложения.
Обеспечьте плавный и сбалансированный поток материала через матрицу.
Неравномерная толщина стенок влияет на структурную целостность и устойчивость к давлению. Эти изменения могут возникать, когда матрица смещена, скорость вытягивания колеблется или давление экструзии нестабильно.
Современные линии экструзии труб часто включают в себя лазерные или ультразвуковые системы измерения, которые обеспечивают обратную связь в реальном времени и автоматически корректируют параметры обработки при обнаружении отклонений.
Шероховатость поверхности, тусклость и царапины снижают эстетическую привлекательность и могут указывать на более глубокие технологические проблемы.
Недостаточная смазка или неравномерное течение расплава.
Загрязнение сырья или изношенных поверхностей оборудования.
Несоответствие охлаждения после экструзии.
Устранение дефектов поверхности:
Поддерживайте равномерное распределение температуры.
Используйте высококачественное сырье и системы фильтрации.
Осмотрите и отполируйте формы и головки, чтобы удалить неровности.
Эти шаги не только улучшают внешний вид продукта, но также повышают эффективность конечного использования и удовлетворенность клиентов.
Внутренние пустоты — карманы с захваченным воздухом — ослабляют структурную целостность и сокращают срок службы трубопровода. Часто возникает из-за непостоянного давления или плохих систем вентиляции во время экструзии.
Техники уклонения:
Используйте вакуумные системы на экструзионной линии для удаления захваченных газов.
Поддерживайте равномерное давление и температуру для обеспечения стабильного течения расплава.
Овальность трубопровода означает, что труба теряет свое круглое поперечное сечение, что ухудшает посадку и производительность.
Ключевые причины:
Неравномерное охлаждение.
Несбалансированные системы тяги или тяги.
Элементы управления:
Следите за тяговой машиной на наличие проблем с синхронизацией.
Используйте сбалансированные охлаждающие и калибровочные резервуары сразу после экструзии.
Для более глубокого понимания ниже приведено структурированное сравнение распространенных дефектов, встречающихся при производстве пластиковых труб:
| Тип дефекта | Основные причины | Рекомендуемые действия |
|---|---|---|
| Шероховатость поверхности | Неравномерное течение расплава; загрязняющие вещества | Улучшить подготовку материала; точный контроль температуры |
| Изменение толщины стенки | Несоосность штампа; нестабильность давления | Используйте встроенные измерения; автоматические настройки |
| Внутренние пузыри/пустоты | Захваченный воздух; изменение давления | Вакуумная вентиляция; оптимизированное охлаждение |
| Овальность/деформация формы | Неравномерное охлаждение; колебание скорости отвода | Сбалансированное охлаждение; синхронизированная тяга |
| Линии штампа/метки потока | Неравномерный поток матрицы; грязные поверхности матрицы | Очистите и осмотрите матрицу; контролировать течение расплава |
| Влияние износа винтов | Абразивный износ; усталость металла | Плановый осмотр и превентивная замена |
Эта таблица помогает производителям диагностировать проблемные области на своих производственных линиях и выбирать научно обоснованные решения.
На основе отраслевых исследований и производственных данных представлены проверенные стратегии минимизации распространенных проблем в производстве пластиковых труб :
Современные производственные линии оснащены современными цифровыми средствами управления, автоматизированными контурами обратной связи по качеству и встроенными датчиками, которые активно устраняют проблемы до того, как они обострятся.
Плановые проверки машины для изготовления пластиковых труб , особенно экструдера, шнеков и матриц, необходимы для предотвращения незапланированных простоев.
Хорошо обученные операторы понимают, как параметры процесса влияют на качество продукции, и могут быстро корректировать их во время производства. Регулярное обучение и проверка эффективности способствуют повышению стабильности производства.
Обеспечение чистоты сырья, постоянного показателя текучести расплава и контроля влажности подавляет образование дефектов на ранних этапах жизненного цикла производства.
По мере развития мировой производственной сферы несколько инноваций меняют производство пластиковых труб:
Модели искусственного интеллекта и машинного обучения все чаще используются для прогнозирования дефектов до их возникновения путем анализа потоков технологических данных.
Переработка и использование вторичного пластикового сырья являются актуальными решениями, но для поддержания качества они требуют тщательной калибровки линии экструзии труб.
Единые технологии охлаждения обеспечивают более единообразные размеры и помогают уменьшить дефекты овальности.
Снижение энергопотребления в сочетании с улучшенным контролем процесса способствует более устойчивому и экономически эффективному производству пластиковых труб.
В современной конкурентной производственной среде освоение сложностей производства пластиковых труб , будь то эксплуатация линии по производству пластиковых труб , использование машины для производства пластиковых труб или оптимизация линии экструзии труб , имеет важное значение для минимизации дефектов и максимизации производительности.
От подготовки материала и калибровки экструдера до оптимизации штампов, управления охлаждением и контроля качества поверхности — решение каждой части производственной задачи помогает производителям добиться большей стабильности, качества и удовлетворенности клиентов.
Внедрение современных технологий, инвестиции в профилактическое обслуживание, повышение квалификации операторов и мониторинг показателей производительности на основе данных являются основой эффективного производства труб.
1. Какова основная причина изменения толщины стенок при экструзии пластиковых труб?
Изменение толщины стенки часто возникает из-за несоосности матрицы, нестабильного давления и непостоянной скорости вытягивания; использование встроенных измерительных систем и регулярная калибровка матрицы помогает решить эту проблему.
2. Как влажность сырья влияет на производство пластиковых труб?
Влага может создавать внутренние пустоты и поверхностные дефекты, ухудшая качество расплава, поэтому системы сушки и контроля влажности имеют решающее значение перед экструзией.
3. Почему внутри экструдированных пластиковых труб образуются пузырьки?
Пузырьки обычно возникают из-за захваченного воздуха или газов во время экструзии; внедрение вакуумной вентиляции и постоянного давления уменьшает эти дефекты.
4. Можно ли эффективно использовать переработанный пластик на линии экструзии труб?
Да, можно использовать переработанный пластик, но он требует тщательной калибровки экструзионной линии и контроля качества для поддержания эксплуатационных характеристик продукта.
5. Как линии штамповки влияют на конечное качество пластиковых труб?
Линии матрицы — это визуальные дефекты, вызванные неравномерностью потока матрицы; регулярная очистка, оптимизация потока и проверка матрицы помогают предотвратить их.


















