Language








Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-04-16 Origine : Site
Les tuyaux en plastique sont des composants fondamentaux des infrastructures modernes, depuis les systèmes d’approvisionnement en eau et d’irrigation jusqu’au transport de fluides industriels et aux conduits électriques. Garantir une qualité constante, de faibles taux de défauts et une efficacité élevée pendant le processus de production de tuyaux en plastique est essentiel pour les fabricants qui souhaitent rester compétitifs et rentables sur le marché actuel. Cependant, ce secteur manufacturier est confronté à de nombreux défis, de la manutention des matériaux à la conception des matrices, des problèmes d'équipement au contrôle qualité.
Ce guide complet explorera les problèmes courants dans la production de tuyaux en plastique , analysera les tendances et les données techniques pertinentes et fournira des solutions concrètes aux fabricants opérant un Ligne de production de tuyaux en plastique . À la fin de cet article, vous comprendrez les causes profondes des obstacles à la production et comment les éviter, vous aidant ainsi à améliorer la productivité et la qualité des produits.
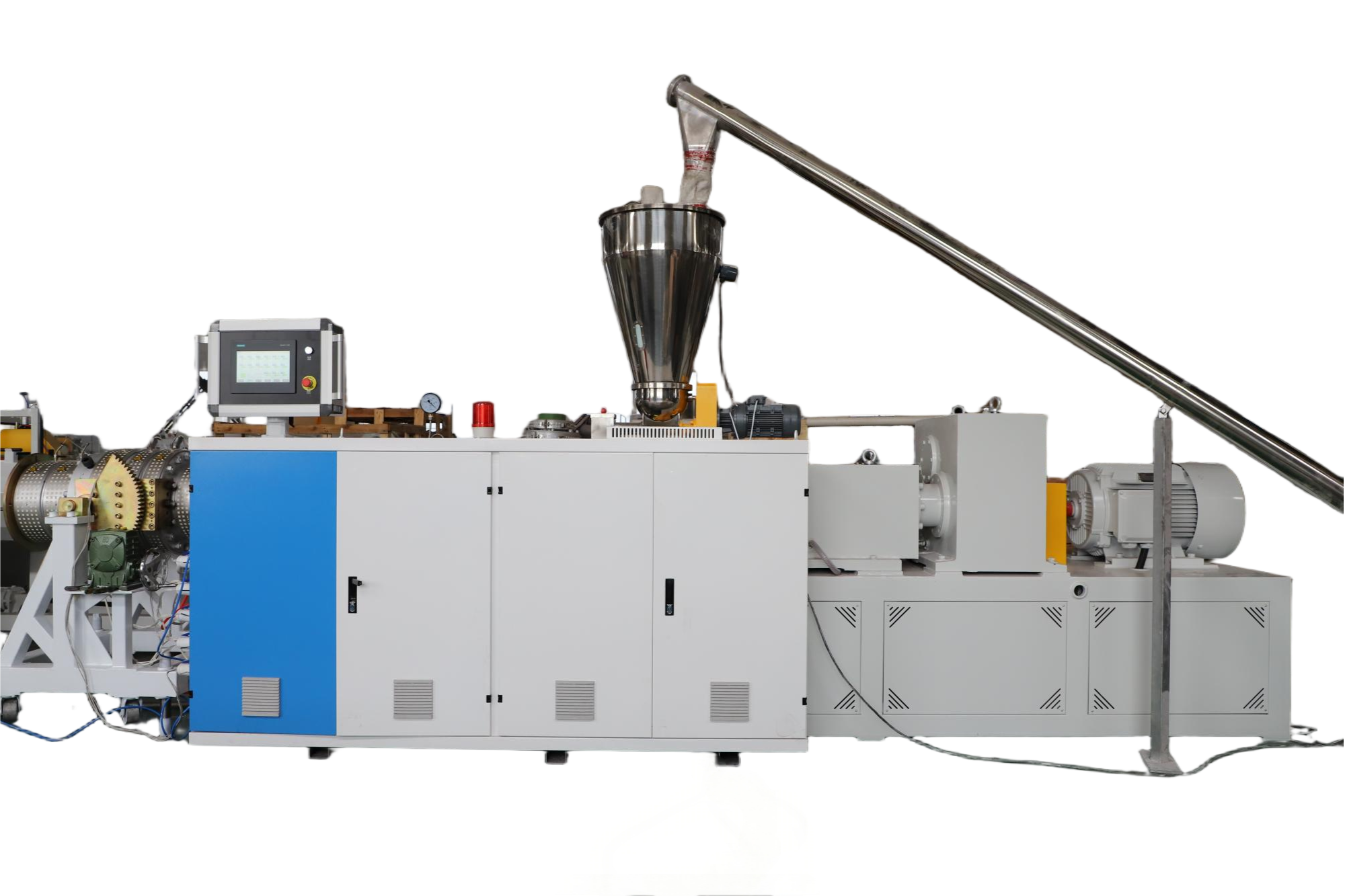
La fabrication de tuyaux en plastique est un processus industriel basé sur l'extrusion dans lequel les matières premières polymères sont fondues et façonnées à travers une matrice pour créer des longueurs continues de tuyaux. Les plastiques les plus couramment utilisés comprennent le polychlorure de vinyle (PVC), le polyéthylène haute densité (HDPE) et le polypropylène (PP). Chaque type comporte ses propres exigences et défis en matière de processus, mais des problèmes communs surviennent dans tous les matériaux.
Selon les informations de l'industrie, les défauts de surface, les incohérences dimensionnelles, les vides internes et la formation de bulles font partie des principaux problèmes rencontrés lors des opérations d'extrusion et en aval. De plus, bon nombre de ces problèmes proviennent de variations de température, de pression, de qualité des matériaux et d’étalonnage des équipements.
Les efforts visant à minimiser ces problèmes ont un impact direct sur le rendement de production, la rentabilité et les performances d’utilisation finale. Que ce soit dans le contexte des conduites d’eau potable ou de la tuyauterie industrielle, la qualité des produits définit la satisfaction du client et le respect des normes internationales.
La première étape critique de la production de tuyaux en plastique commence par la préparation des matières premières. Une mauvaise manipulation à ce stade peut se répercuter sur l’ensemble du cycle de production, affectant la finition de surface, la résistance et l’uniformité des murs.
L'humidité absorbée par les granulés de plastique ou les matières premières recyclées peut provoquer des piqûres de surface, des textures rugueuses et des vides internes. Les polluants et les impuretés, tels que la poussière, les charges ou les plastiques incompatibles, entraînent des stries ou des points faibles dans le tuyau final.
Conseils de prévention :
Utilisez des systèmes de séchage et de déshumidification appropriés.
Assurez-vous que les matières premières sont stockées dans des environnements contrôlés avant le traitement.
Installez des analyseurs d'humidité pour surveiller la teneur en humidité avant l'extrusion.
Le cœur de la production de tuyaux en plastique réside dans le Machine à tuyaux en plastique – en particulier l’extrudeuse. Les problèmes ici influencent considérablement les résultats de qualité en aval.
La vis à l'intérieur d'une extrudeuse pousse non seulement le matériau vers l'avant, mais assure également l'uniformité de la fusion. Au fil du temps, les vis subissent une usure due au frottement abrasif avec le matériau. À mesure que l'usure progresse, l'efficacité du mélange diminue, entraînant une mauvaise consistance de la matière fondue et des défauts du produit.
Liste de contrôle des solutions :
Mesurez périodiquement les dimensions des vis et les modèles d’usure.
Remplacez les vis usées avant qu’elles ne compromettent la production.
Choisissez des matériaux résistants à l'usure pour la construction des vis.
L'extrusion nécessite un contrôle précis de plusieurs zones de température, des sections du fût à la tête de filière. Une répartition inégale de la température entraîne une fusion incohérente, ce qui entraîne des variations dimensionnelles, des irrégularités d'écoulement et des défauts de surface.
Meilleures pratiques :
Utilisez des contrôleurs PID et la technologie d'imagerie thermique pour une surveillance en temps réel.
Définissez des intervalles d’étalonnage réguliers pour les systèmes de contrôle thermique.
Maintenez le profil thermique correct pour des types de résine spécifiques.
Une fois que le plastique fondu sort de l’extrudeuse, il passe à travers la filière pour former le profilé du tuyau. Les problèmes à ce stade sont courants et peuvent avoir un impact considérable sur la fonctionnalité et l’esthétique des canalisations.
Après avoir quitté la matrice, le plastique fondu peut se dilater (gonfler la matrice) en raison de la récupération élastique, entraînant des dimensions imprécises et un mauvais contrôle des tolérances.
Stratégie d'atténuation :
Repenser la géométrie de la matrice pour minimiser la récupération élastique.
Implémentez l’optimisation du refroidissement directement après la filière.
De même, les lignes de filière – stries le long du tuyau causées par un écoulement irrégulier – doivent être évitées pour maintenir une finition de surface uniforme.
Prévention:
Nettoyez régulièrement la matrice pour éliminer les accumulations.
Garantit un flux de matériau fluide et équilibré à travers la filière.
Une épaisseur de paroi inégale affecte l’intégrité structurelle et la résistance à la pression. Ces variations peuvent se produire lorsque la filière est mal alignée, que la vitesse de transport fluctue ou que la pression d'extrusion est instable.
modernes Les lignes d'extrusion de tuyaux intègrent souvent des systèmes de mesure laser ou ultrasonique pour fournir un retour d'information en temps réel et ajuster automatiquement les paramètres de traitement lorsque des écarts sont détectés.
La rugosité, la matité et les rayures de la surface compromettent l'esthétique et peuvent indiquer des problèmes de processus plus profonds.
Lubrification inadéquate ou écoulement de matière fondu irrégulier.
Contamination des matières premières ou des surfaces usées des équipements.
Incohérences de refroidissement après extrusion.
Remédier aux défauts de surface :
Maintenir une répartition uniforme de la température.
Utilisez des matières premières et des systèmes de filtration de haute qualité.
Inspectez et polissez les moules et les têtes pour éliminer les aspérités.
Ces étapes améliorent non seulement l’apparence du produit, mais améliorent également les performances d’utilisation finale et la satisfaction du client.
Les vides internes – des poches d’air emprisonné – affaiblissent l’intégrité structurelle et réduisent la longévité des pipelines. Souvent causé par une pression incohérente ou de mauvais systèmes de ventilation pendant l'extrusion.
Techniques d'évitement :
Utilisez des systèmes de vide dans la ligne d'extrusion pour évacuer les gaz piégés.
Maintenez une pression et une température uniformes pour soutenir un écoulement de fonte stable.
L'ovalité d'un pipeline fait référence à un tuyau qui perd sa section circulaire, ce qui nuit à l'ajustement et aux performances.
Causes principales :
Refroidissement inégal.
Systèmes de traction ou de transport déséquilibrés.
Contrôles :
Surveillez la machine de traction pour déceler les problèmes de synchronisation.
Utilisez des réservoirs de refroidissement et d’étalonnage équilibrés immédiatement après l’extrusion.
Pour fournir des informations plus approfondies, vous trouverez ci-dessous une comparaison structurée des défauts courants rencontrés lors de la production de tuyaux en plastique :
| Type de défaut | Causes principales | Actions recommandées |
|---|---|---|
| Rugosité de la surface | Flux de fusion irrégulier ; polluants | Améliorer la préparation du matériel ; contrôle précis de la température |
| Variation de l'épaisseur de paroi | Désalignement de la matrice ; instabilité de la pression | Utiliser la mesure en ligne ; ajustements automatiques |
| Bulles/vides internes | Air emprisonné ; variation de pression | Ventilation sous vide ; refroidissement optimisé |
| Ovalité/déformation de forme | Refroidissement irrégulier ; fluctuation de la vitesse de transport | Refroidissement équilibré ; traction synchronisée |
| Lignes de filière/marques d'écoulement | Flux de filière irrégulier ; surfaces de matrice sales | Nettoyer et inspecter la matrice ; superviser le flux de fonte |
| Impact d'usure des vis | Usure abrasive ; fatigue du métal | Inspection de routine et remplacement préventif |
Ce tableau aide les fabricants à diagnostiquer les problèmes sur leurs lignes de production et à sélectionner des solutions fondées sur des preuves.
Basées sur la recherche industrielle et les données de fabrication, voici des stratégies éprouvées pour minimiser les problèmes courants dans la production de tuyaux en plastique :
Les lignes de production modernes sont dotées de contrôles numériques avancés, de boucles de rétroaction automatisées sur la qualité et de capteurs en ligne qui corrigent les problèmes de manière proactive avant qu'ils ne s'aggravent.
Des inspections programmées de la machine à tuyaux en plastique , en particulier de l'extrudeuse, des vis et des matrices, sont essentielles pour éviter les temps d'arrêt imprévus.
Les opérateurs bien formés comprennent comment les paramètres du processus affectent la qualité du résultat et peuvent effectuer des ajustements rapides pendant la production. Une formation régulière et une évaluation des performances contribuent à une plus grande cohérence de la production.
Garantir la pureté des matières premières, un indice de fusion constant et un contrôle de l'humidité supprime la formation de défauts au début du cycle de vie de la production.
À mesure que le secteur manufacturier mondial évolue, plusieurs innovations remodèlent la production de tuyaux en plastique :
Les modèles d’intelligence artificielle et d’apprentissage automatique sont de plus en plus utilisés pour prédire les défauts avant qu’ils ne surviennent en analysant les flux de données des processus.
Le recyclage et l’utilisation de matières premières plastiques secondaires sont des solutions tendance, mais elles nécessitent un calibrage minutieux de la ligne d’extrusion de tuyaux pour maintenir la qualité.
Les technologies de refroidissement uniforme garantissent des dimensions plus cohérentes et contribuent à réduire les défauts d’ovalité.
Une consommation d'énergie réduite combinée à un contrôle amélioré des processus permet une production de tuyaux en plastique plus durable et plus rentable.
Dans l'environnement de fabrication compétitif d'aujourd'hui, maîtriser les complexités de la production de tuyaux en plastique , qu'il s'agisse d'exploiter une ligne de production de tuyaux en plastique , d'utiliser une machine à tuyaux en plastique ou d'optimiser une ligne d'extrusion de tuyaux , est essentiel pour minimiser les défauts et maximiser la productivité.
De la préparation des matériaux et de l'étalonnage de l'extrudeuse à l'optimisation des filières, en passant par la gestion du refroidissement et les contrôles de l'état de surface, le traitement de chaque pièce du puzzle de production aide les fabricants à obtenir une plus grande cohérence, qualité et satisfaction client.
L'adoption d'une technologie moderne, l'investissement dans la maintenance préventive, l'amélioration de l'expertise des opérateurs et la surveillance des indicateurs de performance basés sur les données sont les piliers d'une fabrication de tubes efficace.
1. Quelle est la principale cause de variation de l’épaisseur de paroi dans l’extrusion de tuyaux en plastique ?
La variation de l'épaisseur de la paroi résulte souvent d'un mauvais alignement de la filière, d'une pression instable et d'une vitesse de transport incohérente ; l'utilisation de systèmes de mesure en ligne et d'un étalonnage régulier des matrices permet de contrôler ce problème.
2. Comment l'humidité dans les matières premières affecte-t-elle la production de tuyaux en plastique ?
L'humidité peut créer des vides internes et des défauts de surface en interférant avec la qualité de la fonte. Les systèmes de séchage et de contrôle de l'humidité sont donc cruciaux avant l'extrusion.
3. Pourquoi des bulles se forment-elles à l’intérieur des tuyaux en plastique extrudé ?
Les bulles sont généralement causées par de l'air ou des gaz emprisonnés lors de l'extrusion ; la mise en œuvre d’une ventilation sous vide et d’une pression constante réduit ces défauts.
4. Le plastique recyclé peut-il être utilisé efficacement dans une ligne d’extrusion de tuyaux ?
Oui, les plastiques recyclés peuvent être utilisés, mais ils nécessitent un calibrage minutieux de la ligne d’extrusion et un contrôle qualité pour maintenir les performances du produit.
5. Comment les lignes de filière affectent-elles la qualité finale des tuyaux en plastique ?
Les lignes de filière sont des défauts visuels causés par un flux de filière inégal ; un nettoyage régulier, une optimisation du flux et une inspection des filières contribuent à les prévenir.


















