Language








المشاهدات: 0 المؤلف: محرر الموقع وقت النشر: 16-06-2026 المنشأ: موقع

فهم كيف أ إن أعمال آلة تكوير البلاستيك تتجاوز مجرد تمرين فني بسيط. إنه بمثابة الأساس المطلق لتحديد عائد إعادة التدوير، والنفقات التشغيلية، وصلاحية المنتج النهائي. تعمل هذه المعدات الحيوية على تحويل النفايات البلاستيكية الملوثة أو منخفضة الكثافة إلى كريات موحدة عالية الكثافة جاهزة للتصنيع. ويعتمد عليها مشغلو المصانع لإنقاذ المواد الخردة. إنهم يعيدون دمجهم في سلسلة التوريد العالمية بسلاسة. تضمن الآلة جيدة التكوين جودة إخراج متسقة. كما أنها تحافظ على ضغوط ذوبان مستقرة أثناء التشغيل. يعد هذا الدليل بمثابة مخطط لمرحلة اتخاذ القرار لمديري المصانع ومستثمري إعادة التدوير. سنساعدك على تقييم ميكانيكا المعدات وفقًا لمتطلبات الإنتاج المحددة الخاصة بك. سوف تتعلم كيفية تحسين العمليات اليومية. سوف تكتشف أيضًا كيفية تحديد التقنيات الدقيقة المناسبة لمنشأة إعادة التدوير الخاصة بك.
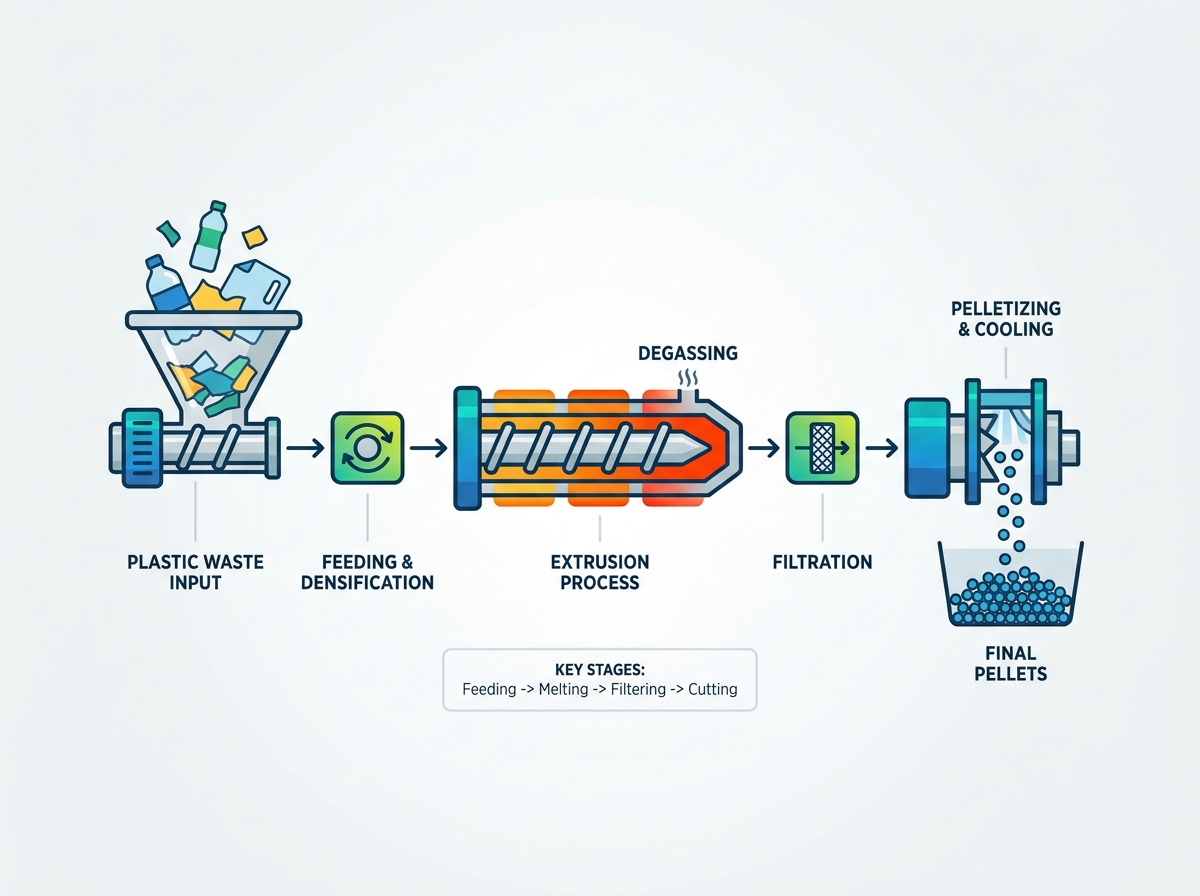
تعتمد على عملية تكوير البلاستيك سلسلة من التغذية، والذوبان، وتفريغ الغاز، والترشيح، والقطع الدقيق لتحديد جودة الحبيبات النهائية.
يجب أن يتطابق تكوين المعدات مع مدخلات المواد - يتطلب خط تكوير PP PE آليات تغذية وتفريغ مختلفة عن نظام تكوير رقائق PET .
يؤثر الاختيار بين قطع الجدائل، وحلقة الماء، والتكوير تحت الماء بشكل مباشر على تجانس الحبيبات، وسرعة التبريد، وتكاليف الصيانة المستمرة.
يتطلب تقييم الآلة النظر إلى ما هو أبعد من القدرة الإنتاجية لتشمل استهلاك الطاقة (كيلوواط ساعة/كجم)، واستقرار ضغط الذوبان، وقدرات التشغيل الآلي.
ناجحة تتبع عملية تكوير البلاستيك تسلسلًا تشغيليًا صارمًا. وكل مرحلة تعتمد على المرحلة السابقة. سيؤدي الفشل في التغذية إلى تعطيل الذوبان. سوف يؤدي الذوبان السيئ إلى إرباك نظام الترشيح. نحن الخطوط العريضة للمراحل الخمس الأساسية أدناه.
التغذية والتكثيف: تدخل المادة إلى النظام أولاً. يجب عليك مطابقة آلية التغذية مع نوع المادة. تعمل تغذية القادوس القياسية بشكل مثالي لإعادة الطحن الصلب. قطع بلاستيكية ثقيلة تسقط بسهولة في المسمار. الأفلام خفيفة الوزن أو الرغاوي تتصرف بشكل مختلف. إنها تطفو وتتجسر في قواديس قياسية. أنت بحاجة إلى أداة قطع وضغط مدمجة لهذه المواد المرنة. يستخدم الضاغط شفرات دوارة لقص الزغب وتسخينه وتكثيفه. ثم تقوم بعد ذلك بدفع هذه المادة الثقيلة مباشرة إلى الطارد.
البثق والتلدين: يؤدي البرميل اللولبي وظيفة الذوبان الأساسية. تنتقل المادة عبر مناطق حرارية متعددة. ومع ذلك، فإن السخانات الخارجية توفر فقط جزءًا من الطاقة المطلوبة. يولد المسمار الدوار قوة قص مكثفة. يمثل هذا الاحتكاك الميكانيكي معظم عمليات الذوبان. يتحول البلاستيك الصلب ببطء إلى ذوبان متجانس. تصميم المسمار المناسب يمنع تدهور المواد خلال هذه المرحلة.
التفريغ (التهوية): تحمل المواد البلاستيكية الملوثة الرطوبة والأحبار والغازات المتطايرة. تتبخر هذه الشوائب داخل البرميل الساخن. يجب عليك إزالتها على الفور. تشكل الغازات المحاصرة كريات مجوفة أو هشة. تستخدم الطاردات مناطق تفريغ الهواء لاستخراج هذه الأبخرة. قد تحتاج المواد المطبوعة بشكل خفيف إلى منطقة فراغ واحدة فقط. تتطلب الأفلام المغسولة بشدة أو المطبوعة بشكل كبير تفريغًا مزدوجًا للغاز.
الترشيح: الشوائب الصلبة تدخل حتماً إلى تيار الذوبان. ستجد الورق أو الخشب أو الألومنيوم أو البلاستيك غير المذاب. تعمل مرشحات الذوبان، المعروفة باسم مبدلات الشاشة، على منع هذه الملوثات. يجلسون مباشرة أمام رأس القالب. تضمن مبدلات الشاشة نقاء الذوبان المطلق. تمنع المصهورات النظيفة انسداد القوالب وتضمن منتجات نهائية عالية الجودة.
التكوير (القطع) والتبريد: يقوم النظام بدفع ذوبان البوليمر النظيف من خلال قالب متخصص. تقوم الشفرات الصناعية بتقطيع الخيوط أو النقط المبثوقة إلى حبيبات موحدة. يقوم النظام على الفور بتبريد هذه الحبيبات الساخنة. تعمل الحمامات المائية أو حلقات الماء على خفض درجة الحرارة بسرعة. وأخيرًا، تقوم مجففات الطرد المركزي بإزالة الرطوبة الزائدة قبل تخزينها.
لا يمكنك استخدام تكوين جهاز عالمي لجميع البوليمرات. تتطلب المواد البلاستيكية المختلفة بيئات معالجة مختلفة جذريًا. يجب أن تعكس بنية المعدات مدخلاتك المادية الدقيقة.
يمثل التغليف المرن تحديات معالجة فريدة من نوعها. تعاني أفلام البولي بروبيلين (PP) والبولي إيثيلين (PE) من كثافة ظاهرية منخفضة للغاية. كما أنها تحتفظ بمستويات رطوبة عالية بعد الغسيل. مخصص يتطلب خط تكوير PP PE إعدادًا أماميًا متخصصًا. لا يمكنك ببساطة إسقاط فيلم مبلل في الطارد.
أنت بحاجة إلى أداة قطع وضغط لإدارة هذه المشكلات. يعمل الضاغط كمنطقة عازلة. يقوم بتسخين الطبقة الرطبة مسبقًا باستخدام الاحتكاك الميكانيكي. إنه يطرد الرطوبة السطحية قبل بدء عملية البثق. تخلق عملية التكثيف تغذية مستقرة وثقيلة. هذه التغذية المتسقة تمنع الارتفاع. إنه يضمن أن يحافظ الطارد على معدل إخراج ثابت.
تتطلب معالجة البولي إيثيلين تيريفثاليت (PET) هندسة مختلفة تمامًا. يُظهر PET حساسية شديدة للتحلل المائي. أي رطوبة موجودة أثناء الذوبان سوف تدمر سلاسل البوليمر. يؤدي هذا إلى انخفاض اللزوجة الجوهرية (IV) بسرعة. انخفاض IV يجعل الكريات النهائية عديمة الفائدة لتصنيع الزجاجات أو الألواح.
أ يتطلب نظام تكوير رقائق PET معالجة مسبقة مكثفة. يجب عليك تركيب وحدات بلورة متخصصة. تعمل أنظمة التجفيف المسبق المكثفة على إزالة الرطوبة العميقة. علاوة على ذلك، يختلف تكوين الطارد. نوصي بتصميمات متخصصة ذات لولب مزدوج. تعمل أيضًا آلات البثق المتقدمة أحادية اللولب ذات الإمكانات العالية في التفريغ. تستخرج هذه التصميمات الغازات بقوة للحفاظ على مستويات IV صارمة.
متطلبات المعالجة |
أفلام PP/PE |
رقائق PET |
|---|---|---|
تحدي الكثافة الظاهرية |
عالية (يتطلب ضاغطة) |
منخفض (أعمال التغذية القياسية) |
حساسية الرطوبة |
معتدل (يسبب رغوة) |
المدقع (يسبب هبوطًا في الوريد) |
تكوين المسمار |
برغي واحد |
برغي مزدوج أو فردي متخصص |
احتياجات ما قبل التجفيف |
الحد الأدنى (يتم التعامل معه بواسطة الضاغط) |
إلزامي (يلزم وجود مُبلور) |
تحدد طريقة القطع شكل الحبيبات النهائي. كما أنه يؤثر على إجراءات الصيانة اليومية الخاصة بك. يجب عليك تقييم هذه التقنيات الأساسية الثلاثة بعناية.
تكوير الخيوط:
كيف يعمل: يقوم الطارد بدفع الذوبان من خلال قالب لتشكيل خيوط طويلة. حمام مائي طويل يبرد هذه الخيوط. يسحبها سكين دوار ويقطعها إلى أسطوانات صغيرة.
الأفضل لـ: المواد شديدة اللزوجة. أداء PET والبلاستيك الهندسي ممتاز هنا. يتطلب انخفاض النفقات الرأسمالية الأولية. ومع ذلك، يجب على المشغلين ربط الخيوط المكسورة يدويًا.
التكوير بحلقة مائية (وجه القالب):
كيف يعمل: توضع الشفرات الدوارة بشكل متساوي على وجه القالب. لقد قطعوا الذوبان الساخن فور الخروج. تقوم الشفرات الدوارة برمي الكريات الساخنة إلى الخارج في حلقة مياه التبريد المتداولة.
الأفضل لـ: البولي أوليفينات القياسية مثل PP وPE. يعمل هذا النظام بشكل تلقائي للغاية. يتطلب مساحة مصنع أصغر بكثير. إنه يزيل تمامًا مخاطر كسر الجدائل.
التكوير تحت الماء (UWP):
كيف يعمل: تتم عملية القطع بأكملها مغمورة بالكامل في الماء. يخرج الذوبان من القالب مباشرة إلى غرفة الماء. تقوم الشفرات بقطع البوليمر، مما يؤدي إلى إنشاء كريات كروية تمامًا على الفور.
الأفضل لـ: خطوط إنتاج عالية السعة. يعالج ذوبان اللزوجة المنخفضة دون عناء. وتنتج الكريات الصغيرة المتميزة.
عامل الخطر: يحمل تكلفة رأسمالية عالية. كما يتطلب أيضًا تدريبًا معقدًا للمشغلين. يظل التجميد في حفرة القالب يشكل خطرًا تشغيليًا مستمرًا.
يجب أن تنظر إلى ما هو أبعد من أرقام السعة الأساسية. تكمن القيمة الحقيقية للماكينة في متانة المكونات والتصميم الذكي. يؤدي تقييم جودة الأجهزة إلى حماية استقرار الإنتاج على المدى الطويل.
يتعرض المسمار والبرميل للتآكل الميكانيكي المستمر. تعمل المواد البلاستيكية الصلبة مثل المواد الكاشطة. تعمل الملوثات مثل الرمل أو الألياف الزجاجية على تسريع هذا الضرر. يتحلل الفولاذ القياسي بسرعة في ظل هذه الظروف. يجب عليك الإصرار على العلاجات ثنائية المعدن. كما تقاوم طبقات النتريد المتخصصة التآكل الشديد. يعمل علم المعادن الذي تمت ترقيته على إطالة عمر المكونات الأساسية لديك بشكل كبير.
تملي مبدلات الشاشة متطلبات العمل الخاصة بك. تكون تكلفة مغيرات الشاشة الهيدروليكية اليدوية أو الأساسية أقل في البداية. ومع ذلك، فإنها تجبرك على إيقاف الإنتاج أثناء التغييرات. توفر أنظمة الترشيح المستمر طريقة أفضل. تقوم مرشحات الليزر أو أنظمة التدفق العكسي الآلية بتنظيف نفسها بنفسها. يقومون بإزالة النفايات الصلبة دون إيقاف تدفق الذوبان. يمكنك تداول تكاليف أولية أعلى مقابل وقت تشغيل مستمر وانخفاض الطلب على العمالة.
استهلاك الكهرباء يهيمن على نفقات التشغيل الخاصة بك. يجب عليك تتبع كيلووات ساعة المطلوبة لإنتاج كيلوغرام واحد من الكريات. تستخدم الآلات عالية الجودة عزلًا متقدمًا للتدفئة والتبريد. ينشرون محركات الأقراص المتميزة. تقوم المحولات من العلامات التجارية مثل Siemens أو ABB بتنظيم الطاقة بدقة. وتتوقع هذه المكونات تكاليف تشغيل أقل على المدى الطويل وهوامش ربح أفضل.
يجب أن تحمي الآلات الصناعية القوى العاملة لديك. تمنع أقفال الأمان الأساسية الوصول إلى الأجزاء المتحركة. شهادات CE أو UL تتحقق من السلامة الكهربائية والهيكلية. تعمل مبيتات الشفرة المغلقة على منع الاتصال غير المقصود بالمشغل. إن استيفاء معايير الامتثال الصناعية هذه يقلل من المسؤولية ويضمن بيئة مصنع آمنة.
شراء المعدات يمثل المرحلة الأولى فقط. ويجلب التنفيذ حقائق تشغيلية محددة. أنت بحاجة إلى استراتيجية واضحة لإدارة عملية الانتقال بفعالية.
تعمل الأنظمة الآلية للغاية على تقليل العدد الإجمالي للموظفين. ومع ذلك، فإنها تغير متطلبات العمل الخاصة بك. لم تعد بحاجة إلى عمال يدويين لتحميل القواديس. وبدلا من ذلك، أنت بحاجة إلى فنيين ماهرين. يجب على هؤلاء الموظفين استكشاف أخطاء أنظمة HMI PLC المعقدة وإصلاحها. إنهم بحاجة إلى فهم منحنيات ضغط الذوبان وتقلبات درجات الحرارة. يجب أن تستثمر بكثافة في التدريب الأولي للمشغل.
لا يمكنك الهروب من الصيانة الروتينية. الشفرات الصناعية تتلاشى بسرعة. يجب عليك الالتزام بجداول الشحذ والاستبدال الصارمة. تملي فترات تغيير الشاشة إيقاعك اليومي. تجاهل هذه الجداول الزمنية، وسوف تنخفض جودة الكريات الخاصة بك. قم ببناء نوافذ صيانة يمكن التنبؤ بها في تقويم الإنتاج الخاص بك.
لا تشتري التكوينات الجاهزة بشكل أعمى. عند تقييم الخاص بك خط تكوير PP PE أو أي نظام آخر، اتبع هذا المنطق:
حدد مادة الإدخال الخاصة بك بدقة. لاحظ الكثافة الظاهرية ونسبة الرطوبة ومستويات التلوث بدقة.
تحديد هدف الإخراج الخاص بك. حدد متطلبات مؤسسات التمويل الأصغر، وشكل الحبيبات المطلوب، والإنتاجية الدقيقة لكل ساعة.
المطالبة باختبار إثبات المفهوم. ستقوم الشركات المصنعة ذات السمعة الطيبة بإجراء اختبارات باستخدام مواد النفايات الفعلية الخاصة بك. لا تقم أبدًا بإتمام عملية الشراء دون تحليل كريات الاختبار هذه.
تعمل آلة تكوير البلاستيك كنظام متكامل بإحكام. يجب أن تتوافق مراحل التغذية والذوبان والقطع بشكل مثالي مع البوليمر المستهدف. لا يمكنك فرض مواد غير مناسبة من خلال إعداد عام. يتطلب النجاح مطابقة الهندسة الميكانيكية للواقع المادي.
نحن نشجعك على مراجعة حجم المواد الخردة الخاصة بك اليوم. اجمع مهندسي المصنع الخاص بك وقم بمراجعة الاختناقات الحالية لديك. اتصل بالمصنعين المعتمدين للمعدات لمناقشة معلمات المواد المحددة الخاصة بك. اطلب تحليلًا تفصيليًا للتكلفة لكل طن في تكوينين أو ثلاثة تكوينات مخصصة للماكينة. ويضمن هذا النهج المبني على البيانات استثمارًا ناجحًا في إعادة التدوير.
ج: إن آلة التكوير عالية الجودة تدوم عادة من 10 إلى 15 سنة. يعتمد هذا العمر بالكامل على الصيانة المستمرة. يجب عليك استبدال الأجزاء البالية مثل الشفرات والشاشات وأشرطة التسخين بانتظام. يؤدي التشغيل بمواد شديدة الكشط إلى تقصير عمر البرغي والمسمار. يضمن التشحيم المناسب والفحص اليومي أقصى عمر ممكن.
ج: الآلات القياسية تعاني من كليهما. تتطلب المواد البلاستيكية الصلبة تغذية قادوسية بسيطة. تطفو الأفلام المرنة وتتجسر، مما يتطلب قاطعًا مضغوطًا. تتطلب معالجة كلا الأمرين بشكل فعال آلة هجينة متخصصة. يجب أن تتميز بآليات تغذية قابلة للتبديل. ومع ذلك، فإن الخطوط المخصصة لكل نوع من المواد توفر عمومًا كفاءة واستقرارًا أفضل.
ج: تتحول الرطوبة إلى بخار داخل أسطوانة الطارد. يسبب هذا الغاز المحبوس رغوة شديدة عند رأس القالب. يخلق كريات مجوفة وهشة. بالنسبة للمواد الحساسة مثل PET، تعمل الرطوبة على تحطيم سلاسل البوليمر، مما يؤدي إلى تدمير الخواص الميكانيكية. تظل أنظمة التجفيف المسبق والتفريغ القوية للفراغ أمرًا بالغ الأهمية بالنسبة للمواد الرطبة.
ج: تستخدم الآلة ذات المرحلة الواحدة برميل طارد واحد. تقوم الآلة ذات المرحلة المزدوجة بتوصيل الطارد الأساسي بالطارد الثانوي. نحن نستخدم أنظمة مزدوجة المرحلة للمواد شديدة التلوث أو المطبوعة بشكل كبير. يسمح البرميل الثانوي بخطوة ترشيح إضافية وتنفيس غاز إضافي. وهذا يضمن أقصى قدر من النقاء لمجاري النفايات الصعبة.