Просмотры: 0 Автор: Редактор сайта Время публикации: 16.06.2026 Происхождение: Сайт

Понимание того, как Работа машины для гранулирования пластика выходит за рамки простого технического упражнения. Он служит абсолютной основой для определения степени переработки, операционных накладных расходов и жизнеспособности конечного продукта. Это жизненно важное оборудование преобразует загрязненные пластиковые отходы или отходы низкой плотности в однородные гранулы высокой плотности, готовые к производству. Операторы завода полагаются на него при спасении металлолома. Они беспрепятственно реинтегрируют их в глобальную цепочку поставок. Хорошо сконфигурированная машина обеспечивает стабильное качество продукции. Он также поддерживает стабильное давление расплава во время работы. Это руководство служит руководством на этапе принятия решений для руководителей предприятий и инвесторов в переработку отходов. Мы поможем вам оценить механику оборудования в соответствии с вашими конкретными производственными требованиями. Вы научитесь оптимизировать ежедневные операции. Вы также узнаете, как выбрать именно те технологии, которые подходят для вашего конкретного предприятия по переработке отходов.
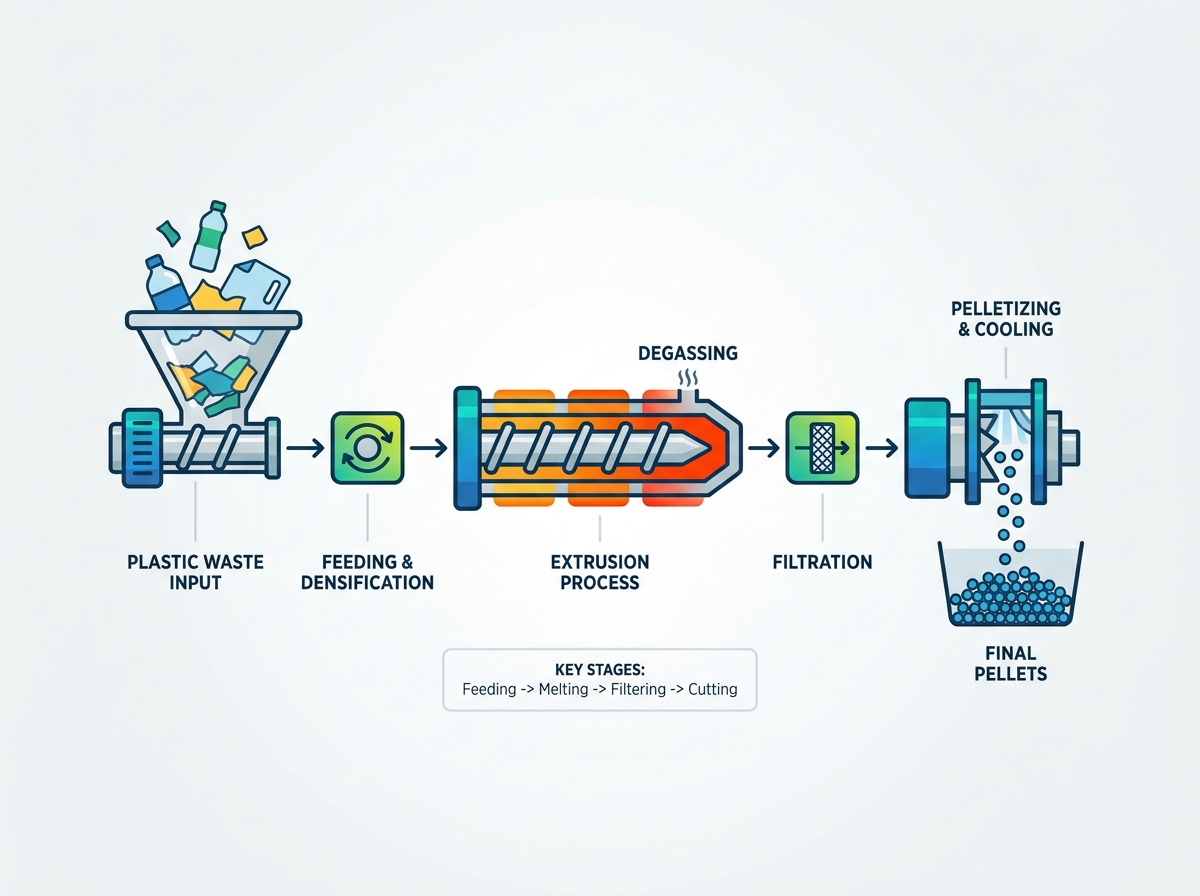
Процесс гранулирования пластика основан на последовательности подачи, плавления, дегазации, фильтрации и точной резки, определяющих конечное качество гранул.
Конфигурация оборудования должна соответствовать вводимому материалу: линия гранулирования ПП-ПЭ требует других механизмов подачи и дегазации, чем система гранулирования хлопьев ПЭТ .
Выбор между резкой стренги, водяным кольцом и подводным гранулированием напрямую влияет на однородность гранул, скорость охлаждения и текущие затраты на техническое обслуживание.
Для оценки машины необходимо учитывать не только пропускную способность, но и потребление энергии (кВтч/кг), стабильность давления расплава и возможности автоматизации.
Успешный Процесс гранулирования пластика следует строгой последовательности операций. Каждый этап основывается на предыдущем. Сбой в кормлении нарушит таяние. Плохое плавление приведет к перегрузке системы фильтрации. Ниже мы обозначим пять основных этапов.
Подача и уплотнение: материал поступает в систему первым. Механизм подачи должен соответствовать типу материала. Стандартная загрузочная воронка идеально подходит для жесткого измельчения. Тяжелые пластиковые детали легко попадают в винт. Легкие пленки или пенопласты ведут себя по-другому. Они плавают и соединяются в стандартных бункерах. Для этих гибких материалов вам понадобится встроенный резак-уплотнитель. В компакторе используются вращающиеся лезвия, которые разрезают, нагревают и уплотняют пух. Затем он подает этот тяжелый материал непосредственно в экструдер.
Экструзия и пластификация: Шнековый цилиндр выполняет функцию плавления сердечника. Материал проходит через несколько нагревательных зон. Однако внешние нагреватели обеспечивают лишь часть необходимой энергии. Вращающийся винт создает мощную силу сдвига. На это механическое трение приходится большая часть процесса плавления. Твердый пластик медленно переходит в гомогенный расплав. Правильная конструкция винта предотвращает деградацию материала на этом этапе.
Дегазация (вентиляция). Загрязненные пластмассы содержат влагу, чернила и летучие газы. Эти примеси испаряются внутри нагретой бочки. Вы должны немедленно удалить их. Захваченные газы образуют полые или хрупкие гранулы. В экструдерах для извлечения этих паров используются зоны вакуумной дегазации. Для материалов с легкой печатью может потребоваться только одна вакуумная зона. Сильно промытые или сильно напечатанные пленки требуют двойной вакуумной дегазации.
Фильтрация: Твердые примеси неизбежно попадают в поток расплава. Вы найдете бумагу, дерево, алюминий или нерасплавленный пластик. Фильтры расплава, известные как устройства смены сеток, блокируют эти загрязнения. Они сидят прямо перед головкой. Устройство смены сит обеспечивает абсолютную чистоту расплава. Чистый расплав предотвращает засорение матриц и гарантирует высокое качество конечной продукции.
Гранулирование (резка) и охлаждение: система пропускает чистый расплав полимера через специальную фильеру. Промышленные лезвия разрезают экструдированные пряди или капли на однородные гранулы. Система немедленно охлаждает эти горячие гранулы. Водяные бани или водяные кольца быстро снижают температуру. Наконец, центробежные сушилки удаляют излишнюю влагу перед хранением.
Невозможно использовать универсальную конфигурацию машины для всех полимеров. Разные пластмассы требуют совершенно разных условий обработки. Архитектура оборудования должна точно отражать ваши материальные затраты.
Гибкая упаковка создает уникальные проблемы обработки. Пленки из полипропилена (ПП) и полиэтилена (ПЭ) имеют чрезвычайно низкую объемную плотность. Они также сохраняют высокий уровень влажности после стирки. посвященный Линия гранулирования ПП-ПЭ требует специальной предварительной подготовки. Вы не можете просто бросить влажную пленку в экструдер.
Чтобы справиться с этими проблемами, вам понадобится каттер-компактор. Уплотнитель действует как буферная зона. Он предварительно нагревает влажную пленку с помощью механического трения. Он вытесняет поверхностную влагу еще до начала экструзии. Процесс уплотнения создает стабильный, тяжелый корм. Такое последовательное кормление предотвращает всплески. Это гарантирует, что экструдер поддерживает стабильную производительность.
Переработка полиэтилентерефталата (ПЭТ) требует совершенно иных технологий. ПЭТ проявляет сильную чувствительность к гидролитическому разложению. Любая влага, присутствующая во время плавления, разрушит полимерные цепи. Это быстро снижает характеристическую вязкость (IV). Низкая вязкость делает готовые гранулы бесполезными для производства бутылок или листов.
А Система гранулирования хлопьев ПЭТ требует интенсивной предварительной обработки. Необходимо установить специализированные кристаллизационные установки. Системы интенсивной предварительной сушки удаляют глубоко укоренившуюся влагу. Кроме того, отличается конфигурация экструдера. Мы рекомендуем специализированные двухвинтовые конструкции. Также работают усовершенствованные одношнековые экструдеры с возможностью работы в высоком вакууме. Эти конструкции агрессивно удаляют газы для поддержания строгих уровней внутривенного давления.
Требование к обработке |
ПП/ПЭ пленки |
ПЭТ-хлопья |
|---|---|---|
Задача объемной плотности |
Высокий (требуется уплотнитель) |
Низкий (стандартные кормовые предприятия) |
Чувствительность к влаге |
Умеренный (вызывает пенообразование) |
Экстремальный (вызывает падение внутривенного вливания) |
Конфигурация винта |
Одиночный винт |
Двойной винт или специализированный одиночный |
Предварительная сушка |
Минимальный (обрабатывается компактором) |
Обязательно (требуется кристаллизатор) |
Метод резки определяет окончательную форму гранул. Это также влияет на ваши ежедневные процедуры обслуживания. Вы должны тщательно оценить эти три основные технологии.
Гранулирование стренг:
Как это работает: Экструдер проталкивает расплав через матрицу, образуя длинные стренги. Длительная водяная баня охлаждает эти пряди. Вращающийся нож вытягивает и разрезает их на небольшие цилиндры.
Лучше всего подходит для: высоковязких материалов. ПЭТ и инженерные пластики здесь отлично себя зарекомендовали. Это требует меньших первоначальных капитальных затрат. Однако операторам приходится вручную заправлять сломанные пряди.
Грануляция с водяным кольцом (грань матрицы):
Как это работает: вращающиеся лезвия плотно прилегают к поверхности матрицы. Режут термоклей сразу на выходе. Вращающиеся лопасти выбрасывают горячие гранулы наружу в кольцо циркулирующей охлаждающей воды.
Лучше всего подходит для: стандартных полиолефинов, таких как ПП и ПЭ. Эта система работает в высокой степени автоматически. Для этого требуется гораздо меньшая производственная площадь. Это полностью исключает риски обрыва прядей.
Подводное гранулирование (UWP):
Как это работает: Весь процесс резки происходит при полном погружении в воду. Расплав выходит из фильеры непосредственно в водяную камеру. Лезвия разрезают полимер, мгновенно создавая гранулы идеальной сферической формы.
Лучше всего подходит для: производственных линий высокой производительности. Он легко справляется с расплавами низкой вязкости. Производит микропеллеты премиум-класса.
Фактор риска: Это связано с высокими капитальными затратами. Это также требует сложной подготовки операторов. Замерзание отверстий остается постоянным эксплуатационным риском.
Вы должны смотреть не только на базовые показатели мощности. Истинная ценность машины заключается в долговечности компонентов и продуманном дизайне. Оценка качества оборудования защищает долгосрочную стабильность вашего производства.
Шнек и цилиндр испытывают постоянный механический износ. Твердые пластмассы действуют как абразивы. Загрязнения, такие как песок или стекловолокна, ускоряют это повреждение. Стандартная сталь в таких условиях быстро разрушается. Вы должны настаивать на биметаллической обработке. Специальные нитридные покрытия также устойчивы к сильному истиранию. Модернизированная металлургия значительно продлевает срок службы основных компонентов.
Устройство смены экрана диктует ваши требования к рабочей силе. Ручные или базовые гидравлические устройства смены сит на начальном этапе стоят дешевле. Однако они вынуждают вас останавливать производство во время изменений. Системы непрерывной фильтрации предлагают лучший подход. Лазерные фильтры или автоматизированные системы обратной промывки очищаются самостоятельно. Они удаляют твердые отходы, не останавливая поток расплава. Вы обмениваете более высокие первоначальные затраты на непрерывное время безотказной работы и снижение требований к рабочей силе.
Потребление электроэнергии доминирует над вашими эксплуатационными расходами. Вы должны отслеживать количество кВтч, необходимое для производства одного килограмма пеллет. В высококачественных машинах используется усовершенствованная изоляция нагрева и охлаждения. Они используют моторные приводы премиум-класса. Инверторы таких брендов, как Siemens или ABB, точно регулируют мощность. Эти компоненты позволяют снизить долгосрочные эксплуатационные расходы и повысить рентабельность.
Промышленное оборудование должно защищать вашу рабочую силу. Необходимые защитные блокировки предотвращают доступ к движущимся частям. Сертификаты CE или UL подтверждают электрическую и структурную целостность. Закрытые корпуса лезвий предотвращают случайный контакт оператора. Соблюдение этих промышленных стандартов снижает ответственность и обеспечивает безопасную производственную среду.
Закупка оборудования представляет собой лишь первый этап. Внедрение приносит конкретные эксплуатационные реалии. Вам нужна четкая стратегия для эффективного управления переходом.
Высокоавтоматизированные системы сокращают общую численность персонала. Однако они меняют ваши требования к рабочей силе. Вам больше не нужны рабочие для загрузки бункеров. Вместо этого вам нужны квалифицированные специалисты. Эти сотрудники должны устранять неисправности сложных систем ПЛК HMI. Им необходимо понимать кривые давления расплава и колебания температуры. Вы должны вложить значительные средства в первоначальное обучение операторов.
Вы не можете избежать планового обслуживания. Промышленные лезвия быстро тупятся. Вы должны придерживаться строгих графиков заточки и замены. Интервалы смены экрана определяют ваш ежедневный ритм. Игнорируйте эти графики, и качество ваших пеллет резко упадет. Включите прогнозируемые окна технического обслуживания в свой производственный календарь.
Не покупайте вслепую готовые конфигурации. При оценке вашего Линия гранулирования ПП, ПЭ или любая другая система, следуйте следующей логике:
Определите точный входной материал. Точно запишите объемную плотность, процент влажности и уровень загрязнения.
Определите цель вывода. Укажите требования MFI, желаемую форму гранул и точную почасовую производительность.
Требуйте проверки концепции. Авторитетные производители проведут испытания на ваших реальных отходах. Никогда не совершайте покупку, не проанализировав эти тестовые гранулы.
Машина для гранулирования пластика работает как тесно интегрированная система. Этапы подачи, плавления и резки должны идеально совпадать с вашим целевым полимером. Вы не можете принудительно использовать неподходящие материалы с помощью стандартной настройки. Успех требует соответствия машиностроения материальным реалиям.
Мы рекомендуем вам проверить объем вашего металлолома сегодня. Соберите своих инженеров и рассмотрите текущие узкие места. Свяжитесь с известными производителями оборудования, чтобы обсудить конкретные параметры вашего материала. Запросите подробный анализ стоимости тонны для двух или трех индивидуальных конфигураций машин. Такой подход, основанный на данных, гарантирует успешные инвестиции в переработку отходов.
Ответ: Высококачественная машина для гранулирования обычно служит от 10 до 15 лет. Срок службы полностью зависит от регулярного обслуживания. Необходимо регулярно заменять изнашиваемые детали, такие как лезвия, сетки и нагревательные ленты. Работа с высокоабразивными материалами сокращает срок службы шнека и ствола. Правильная смазка и ежедневные проверки обеспечивают максимальную долговечность.
О: Стандартные машины сталкиваются с обоими проблемами. Жесткие пластмассы требуют простой подачи через бункер. Гибкие пленки плавают и образуют мостики, что требует использования резака-уплотнителя. Для эффективной обработки обоих типов требуется специализированная гибридная машина. Он должен иметь сменные механизмы подачи. Однако выделенные линии для каждого типа материала обычно обеспечивают более высокую эффективность и стабильность.
О: Внутри цилиндра экструдера влага превращается в пар. Этот захваченный газ вызывает сильное пенообразование в головке головки. Образует полые, хрупкие гранулы. Для чувствительных материалов, таких как ПЭТ, влага разрушает полимерные цепи, разрушая механические свойства. Надлежащая предварительная сушка и надежные системы вакуумной дегазации по-прежнему имеют решающее значение для влажных материалов.
Ответ: В одноступенчатой машине используется один цилиндр экструдера. Двухступенчатая машина соединяет основной экструдер со вторичным. Мы используем двухступенчатые системы для сильно загрязненных или сильно напечатанных материалов. Вторичный цилиндр позволяет выполнить дополнительный этап фильтрации и дополнительную вентиляцию газа. Это обеспечивает максимальную чистоту сложных потоков отходов.