Просмотры: 0 Автор: Редактор сайта Время публикации: 30 июня 2026 г. Происхождение: Сайт

Переработка пластика предполагает один окончательный производственный этап. Этот критический этап устраняет разрыв между необработанным ломом и пригодным для использования материалом. Мы называем этот процесс пластиковым гранулированием. Преобразует объемный расплав полимера в однородные гранулы. С этими готовыми гранулами невероятно легко обращаться. Они беспрепятственно подаются в последующие машины для литья под давлением.
Непостоянное качество пеллет создает серьезные проблемы для производителей. Плохо сформированные гранулы постоянно приводят к более высокому проценту дефектов. Они вызывают частые заклинивания экструдера во время производственных циклов. Предприятия по переработке отходов сталкиваются с уменьшением рентабельности, когда их оборудование выходит из строя. Вы не можете себе позволить обрабатывать полимеры разной формы. Вы должны доставлять стандартизированные материалы своим покупателям.
Вы можете решить эти эксплуатационные проблемы напрямую. Выбор правильного Машина для гранулирования пластика гарантирует надежность производства. Для успеха необходимо подобрать машину именно к вашему типу полимера. Необходимо тщательно оценить индекс текучести расплава. Требования к пропускной способности также определяют окончательный выбор оборудования. В этом руководстве четко объясняются основные принципы работы. Мы тщательно изучим различные системные архитектуры. Вы научитесь эффективно оценивать технические критерии.
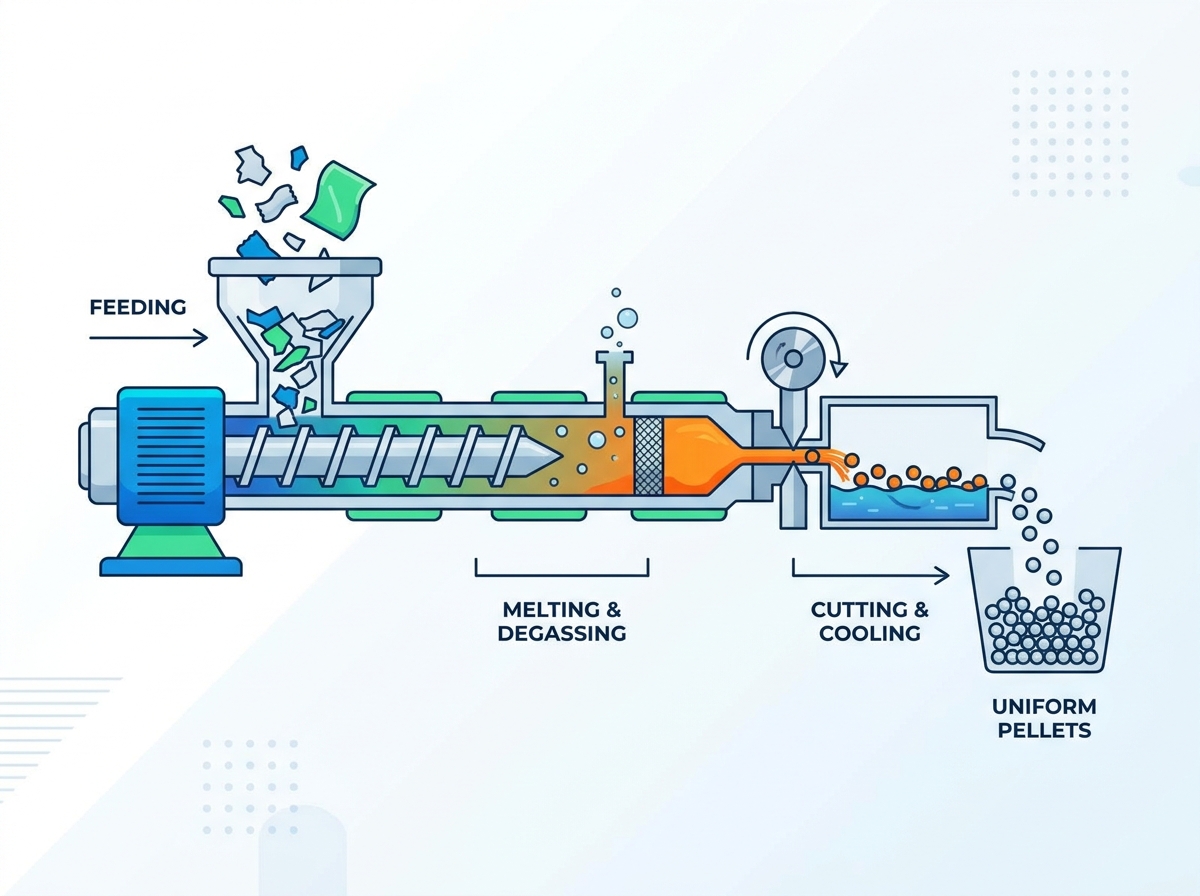
Основы процесса: гранулирование включает подачу, плавление, экструзию, резку и охлаждение; отказ на любом этапе ухудшает конечное качество гранул.
Различия в системе: системы гранулирования в стренгах, с водяным кольцом и под водой используют различные типы полимеров и уровни вязкости.
Логика закупок: Никогда не покупайте, основываясь только на заявленной мощности; проверьте производительность с помощью испытания материала (проверка концепции) на конкретном пластиковом ломе.
Понимание механики машин укрепляет ваш технический авторитет. Вы должны понять, как каждый компонент влияет на поведение материала. Мы систематически разбираем эту операционную механику. Эти знания предотвращают критические ошибки во время работы машины.
Динамика уплотнения играет огромную роль в непрерывном производстве. Вы должны эффективно подавать материалы в основной бункер. Материалы с низкой объемной плотностью представляют собой серьезную промышленную проблему. Пленки и волокна легко застревают внутри стандартных бункеров. Во время работы они неоднократно блокируют питающее горло. Чтобы справиться с ними, вам потребуются специальные силовые питатели.
Агломераторы также решают проблему низкой плотности подачи. Например, интеграция Линия гранулирования агломератного типа обеспечивает высокую стабильность подачи. Система эффективно предварительно нагревает и уплотняет рыхлые отходы. Он подает постоянный объем в цилиндр экструдера. Такая консистенция предотвращает опасные падения давления на выходе. Операторы должны внимательно следить за скоростью подачи, чтобы поддерживать стабильность.
Шнек экструдера действует как сердце системы. Он разрезает пластик на гомогенный жидкий расплав. Фрикционные и цилиндрические нагреватели обеспечивают необходимую энергию плавления. На этом деликатном этапе нагрева вам необходимо удалить влагу. Летучие газы также выходят из нагретой полимерной матрицы.
Зоны вакуумной дегазации эффективно удаляют эти элементы. Без активной дегазации готовые гранулы становятся очень пористыми. Они становятся хрупкими и не проходят стандартные проверки качества. Далее фильтрация расплава полностью удаляет твердые примеси. Устройство смены экрана мгновенно улавливает крошечные фрагменты бумаги. Они отфильтровывают древесные волокна и металлический мусор. Вы должны полностью очистить расплав до того, как он достигнет фильерной головки.
Машина пропускает чистый расплав через тяжелую фильеру. Эта пластина содержит прецизионные отверстия для экструзии. Высокое внутреннее давление идеально формирует жидкий пластик. Режущие лезвия быстро разрезают экструдированный пластик. Механика варьируется в зависимости от выбранного вами стиля резки.
Вращающиеся лезвия разрезают полимер на однородные кусочки. Методы охлаждения следуют сразу за стадией резки. В установках используются ванны с атмосферным воздухом или глубоководные ванны. Во многих современных установках используются системы циркуляции воды с замкнутым контуром. Вода быстро поглощает тепловую энергию от гранул. Наконец, высокоскоростные центрифуги сушат охлажденный материал. Сухие пеллеты поступают непосредственно в силосы для упаковки.
Ясность на этапе принятия решения требует понимания различных машинных архитектур. Вы должны тщательно сравнить три основные конструкции системы. Совместимость материалов определяет, какую систему вам в конечном итоге следует выбрать. Эксплуатационные ограничения также влияют на это важное инженерное решение.
Сравнительная таблица систем гранулирования |
||
Категория архитектуры |
Оптимальные полимеры |
Основные ограничения |
|---|---|---|
Резка прядей |
Твердые материалы (ПЭТ, АБС, ПК) |
Требует высокой стабильности расплава; требует большой площади. |
Водяное Кольцо |
Умеренная вязкость (ПЭ, ПП) |
Не справляется с пластиками малой вязкости; склонен умереть, размазываясь. |
Подводный |
Низкая вязкость (ТПУ, ТПЭ, ПЭТ) |
Высокая начальная сложность; требуются специализированные специалисты. |
Машина экструдирует термоклей в длинные непрерывные пряди. Эти пластиковые нити немедленно попадают в ванну с охлаждающей водой. Они путешествуют по воде для быстрого снижения температуры. Затем воздушный нож сдувает влагу с поверхности. Наконец, специальный вращающийся нож разрезает их на цилиндры.
Жесткий пластик исключительно хорошо работает в этой архитектуре. Предприятия обрабатывают ПЭТ, АБС и ПК этим традиционным методом. Он остается абсолютным стандартным выбором для жестких смесей. Однако этот процесс требует очень высокой прочности расплава. Пряди сломаются, если расплав неожиданно ослабнет. Сильное загрязнение также становится причиной серьезной ломкости прядей. Операторам также требуется значительная площадь для охлаждающей ванны.
Высокоскоростное вращающееся лезвие разрезает расплав непосредственно у головки. Центробежная сила мгновенно выбрасывает горячие гранулы наружу. Они попали в циркулирующее кольцо холодной воды. Это водяное кольцо быстро охлаждает их и предотвращает прилипание. Затем вода транспортирует их прямо в центрифугу.
Полимеры, обладающие умеренной прочностью расплава, идеально подходят для этой системы. Он очень надежно обрабатывает полиэтиленовые и полипропиленовые пленки. Мы часто видим его использование в стандарте Сценарии применения гранул ПП-ПЭ . Он обеспечивает превосходную экономию пространства по сравнению с прядевыми ваннами. Однако материалы с очень низкой вязкостью в этой установке полностью терпят неудачу. ПЭТ или нейлон с высокой текучестью будут размазываться по горячей штамповке. Лезвия не могут аккуратно разрезать эти жидкие материалы.
Резка происходит полностью погруженной в камеру с водой под давлением. Нагретая поверхность матрицы находится непосредственно внутри этой закрытой зоны. Лезвия разрезают расплав сразу при выходе из отверстий. Окружающая холодная вода формирует из расплава идеальные сферы.
Высокопроизводительные производственные операции полностью полагаются на эту передовую технологию. Он прекрасно справляется с материалами с заведомо низкой вязкостью. Предприятия по переработке ТПУ, ТПЭ и стандартного ПЭТ при этом получают большую выгоду. Уровень автоматизации остается невероятно высоким при стабильной работе. И наоборот, система требует очень сложных процедур запуска. Перед запуском линии операторы должны пройти специальную подготовку. Для технического обслуживания постоянно требуются высококвалифицированные инженерно-технические специалисты.
Вы должны переключить свое внимание с теоретической физики на коммерческую оценку. Руководители предприятий ищут весьма конкретные показатели эффективности. Вам следует тщательно оценить эти четыре технические категории.
Вы должны согласовать реалистичную непрерывную производительность с планировкой вашего предприятия. Машина, рассчитанная на высокую производительность, требует достаточного места для упаковки после нее. Не игнорируйте пространственные ограничения при планировании объекта. Тщательно измерьте имеющиеся у вас метры пола. Необходимо учитывать свободное пространство для доступа для технического обслуживания вокруг оборудования. Тесные установки создают крайне опасные условия труда оператора.
Проверьте, легко ли система подключается к расположенному выше моющему оборудованию. Плавная интеграция предотвращает ненужную ручную обработку материалов. Модульная конструкция позволяет позднее модернизировать компоненты экструдера. Вы можете менять типы фильтров по мере изменения потоков сырья. Ищите программируемые логические контроллеры (ПЛК), предоставляющие глубокие диагностические данные. Усовершенствованные ПЛК упрощают ежедневную диагностику неисправностей для операторов вашего цеха.
Качество переработанного пластика постоянно колеблется. Уровень влажности и уровень загрязнения сильно меняются каждый день. Выбранная машина должна надежно справляться с этими ежедневными несоответствиями. Например, выделенный Линия гранулирования хлопьев ПЭТ требует особых мер по сохранению вязкости. Он должен автоматически адаптироваться к изменяющимся размерам хлопьев. Спросите производителей, как их оборудование справляется с внезапными скачками загрязнения.
Операторы сталкиваются с чрезвычайно высокими температурами и быстро движущимися частями. Вы должны тщательно проверять международные стандарты безопасности машинного оборудования. Требуйте защитного оборудования, соответствующего требованиям CE или ISO, вокруг всех зон резания. Надежные блокировки аварийной остановки предотвращают катастрофические травмы на рабочем месте. Убедитесь, что все электрические шкафы имеют надлежащее охлаждение и надежную пылезащиту.
Вы должны планировать регулярный механический износ. Скрытые операционные препятствия серьезно влияют на ежедневный объем производства. Понимание деградации компонентов обеспечивает бесперебойную работу вашей производственной линии.
Твердость пластика напрямую влияет на срок службы режущего лезвия. Ножи постепенно изнашиваются в течение часов непрерывной работы. Тупые лезвия создают нежелательные «хвосты» на готовых гранулах. Они также вызывают мгновенное слияние соседних гранул. Замену лезвий необходимо планировать заранее.
Лезвия из высококачественной твердосплавной стали значительно сокращают время непредвиденных простоев. Для очень жестких материалов, например, обрабатываемых на Линия гранулирования мягкого и жесткого ПВХ , твердость лезвия имеет первостепенное значение. Еженедельно проверяйте лезвия на наличие микротрещин. Замените их, прежде чем они полностью выйдут из строя во время работы.
Замена фильтров полностью останавливает производство, если ею плохо управлять. Ручные устройства смены сит требуют, чтобы операторы инициировали полную остановку машины. Устройство непрерывной смены сит полностью устраняет эту конкретную производственную проблему. Они поддерживают внутреннее давление расплава, пока операторы меняют грязные сита.
Эта автоматизированная функция значительно повышает ежедневный выход материала. Это предотвращает разложение расплавленного пластика внутри остановленной бочки. Остерегайтесь устройств смены сит, склонных к утечкам давления. Качественные уплотнения предотвращают опасные выбросы полимера вокруг фильтрующего блока.
Очень внимательно оценивайте конкретные показатели энергопотребления. Посмотрите на точное соотношение киловатт-часов на килограмм (кВтч/кг). Неэффективные зоны обогрева значительно снижают эксплуатационную эффективность. Негабаритные электродвигатели тратят огромное количество сырой электроэнергии.
Правильная изоляция ствола позволяет оптимизировать использование энергии. Современные преобразователи частоты (ЧРП) автоматически регулируют скорость двигателя. Они потребляют только ту мощность, которая необходима для текущих нагрузок. Энергоэффективные системы работают с меньшим охлаждением и создают меньшую нагрузку на заводские сети.
Вам нужны действенные шаги для вашего пути к закупкам. Используйте этот структурированный контрольный список, чтобы тщательно оценить потенциальных поставщиков оборудования.
Испытание материалов (наилучший фильтр): Никогда не покупайте тяжелое промышленное оборудование вслепую. Авторитетные производители всегда запускают комплексные тестовые партии. Они переработают ваш конкретный лом на своем испытательном предприятии. Это полностью подтверждает возможности машины перед окончательным соглашением.
Наличие запасных частей: тщательно изучите глобальную цепочку поставок производителя. Запатентованные детали создают серьезные эксплуатационные риски для вашего предприятия. Длительные сроки выполнения заказов приводят к застою вашей производственной линии. Убедитесь, что у них есть общие расходные материалы в вашем регионе.
Послепродажная поддержка и ввод в эксплуатацию: Сложная установка требует квалифицированного руководства завода. Подтвердите свои гарантии в отношении процедур ввода в эксплуатацию на месте. Проверьте, предоставляют ли они комплексные программы обучения операторов. Возможности удаленного устранения неполадок также экономят огромное время во время внезапных электрических сбоев.
Покупка современной системы гранулирования представляет собой серьезное обязательство по стандартизации материалов. Вы улучшаете утилизацию промышленных отходов непосредственно с помощью этого оборудования. Выбор идеальной машины полностью зависит от конкретных свойств вашего полимера. Вязкость и общая прочность расплава определяют правильный механизм резки.
Надежная фильтрация и активная дегазация обеспечивают получение высококачественных и бездефектных пеллет. Графики непрерывного технического обслуживания полностью предотвращают неожиданные остановки работы. Вы должны подготовить свой объект к строгому плановому обслуживанию. Надлежащее обучение операторов значительно увеличивает срок службы оборудования.
Составьте точные спецификации материалов сегодня. Тщательно документируйте свой индекс текучести расплава. Запишите средние уровни влажности и ожидаемые уровни загрязнения. Свяжитесь с выбранным вами поставщиком оборудования, чтобы запланировать индивидуальное испытание материала. Физическая проверка вашего материала обеспечивает полный успех обработки.
Ответ: В хорошем состоянии машина легко прослужит от 10 до 15 лет. Интенсивное промышленное использование требует постоянного соблюдения строгих протоколов технического обслуживания. Необходимо регулярно заменять расходные детали. Винты, стволы и режущие лезвия со временем изнашиваются. Регулярная смазка и своевременная замена деталей обеспечивают максимальную долговечность оборудования.
Ответ: Высокая влажность полностью ухудшает качество готовых гранул. Это вызывает внутреннее вспенивание и ослабляет структуру пластика. Избыток воды также создает опасные колебания давления внутри экструдера. Вы должны использовать надежное оборудование для предварительной сушки. Зоны интенсивной вакуумной дегазации также эффективно удаляют скопившуюся влагу.
О: В целом нет. ПЭ и ПЭТ имеют совершенно разные температуры плавления. Они также ведут себя по-разному в отношении динамической вязкости жидкости. Смешение их в одной стандартной системе приводит к массовым сбоям обработки. Для их смешивания вам понадобится узкоспециализированное оборудование для компаундирования. В противном случае вам придется запустить отдельные специализированные производственные линии.
Ответ: Одношнековые экструдеры прекрасно справляются с основными задачами по переработке и гомогенизации. Они остаются абсолютным стандартом чистого промышленного лома. Двухшнековые экструдеры обеспечивают превосходные возможности смешивания. Они обеспечивают высокий механический сдвиг и интенсивную дегазацию. Вам нужны двухшнековые установки для работы со сложными рецептурами и сложными гибридными материалами.