
Views: 0 Author: Site Editor Publish Time: 2026-06-30 Origin: Site











Plastic recycling relies on one definitive manufacturing step. This critical stage bridges the gap between raw scrap and usable material. We call this process plastic pelletizing. It transforms bulky polymer melt into uniform pellets. These finished pellets are incredibly easy to handle. They feed seamlessly into injection molding machines downstream.
Inconsistent pellet quality creates severe bottlenecks for manufacturers. Poorly formed pellets lead to higher defect rates continuously. They cause frequent extruder jamming during production runs. Recycling facilities face reduced profitability when their equipment fails. You cannot afford to process inconsistent polymer shapes. You must deliver standardized materials to your buyers.
You can solve these operational challenges directly. Selecting the right Plastic Pelletizing Machine guarantees production reliability. Success requires matching the machine to your exact polymer type. You must evaluate the melt flow index carefully. Throughput requirements also dictate your final equipment choice. This guide explains core operational mechanics clearly. We will explore different system architectures thoroughly. You will learn how to evaluate technical criteria effectively.
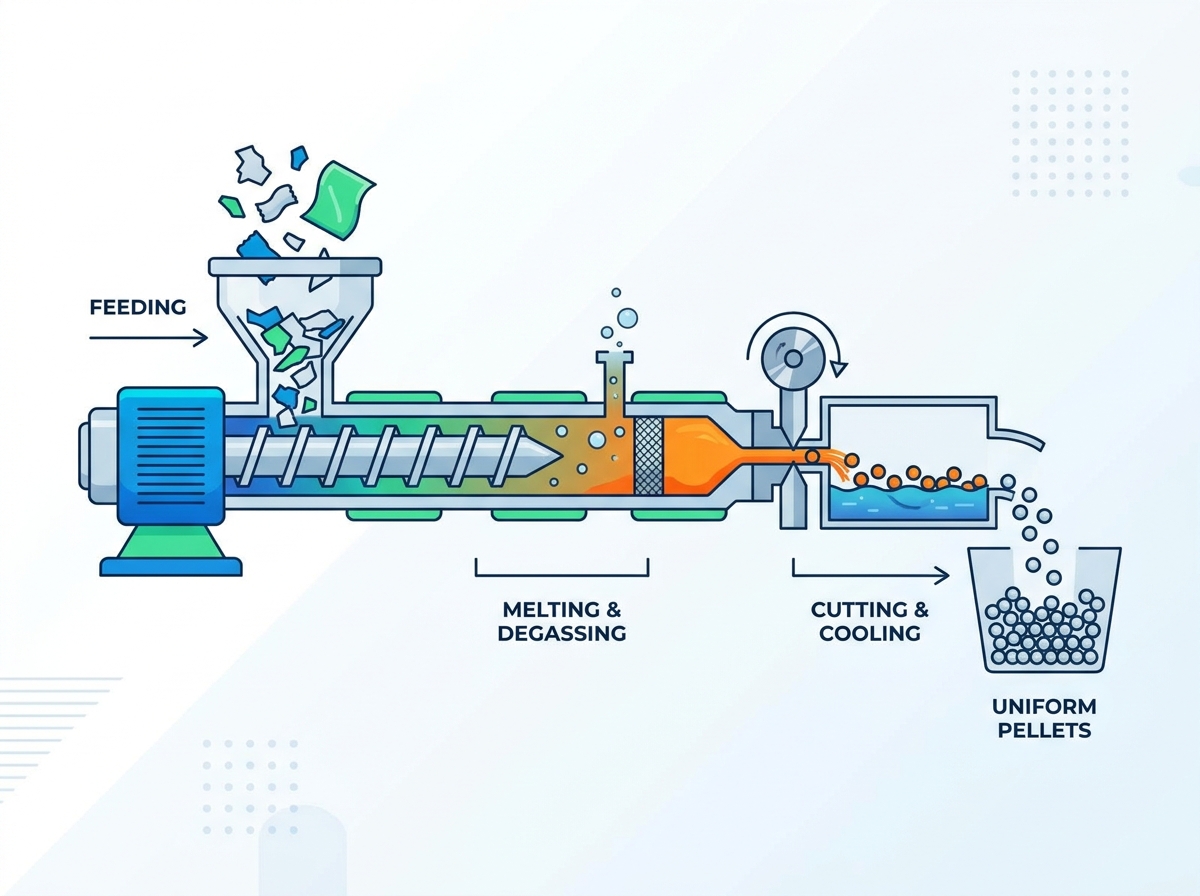
Process Basics: Pelletizing involves feeding, melting, extruding, cutting, and cooling; failure at any stage degrades final pellet quality.
System Variance: Strand, water-ring, and underwater pelletizing systems serve distinct polymer types and viscosity levels.
Procurement Logic: Never buy based on stated capacity alone; validate performance through a material test run (Proof of Concept) with your specific plastic scrap.
Understanding machine mechanics establishes your technical authority. You must grasp how each component influences material behavior. We break down these operational mechanics systematically. This knowledge prevents critical errors during machine operation.
Compaction dynamics play a massive role in continuous production. You must feed materials into the main hopper efficiently. Low-bulk-density materials present a major industrial challenge. Films and fibers easily bridge inside standard hoppers. They jam the feeding throat repeatedly during operation. You need specialized force feeders to handle them.
Agglomerators also solve this low-density feeding issue. For example, integrating an Agglomerate Type Pelletizing Line ensures highly stable feeding. The system pre-heats and compacts fluffy scraps effectively. It pushes a consistent volume into the extruder barrel. This consistency prevents dangerous pressure drops downstream. Operators must monitor feed rates closely to maintain stability.
The extruder screw acts as the system heart. It shears the plastic into a homogenous fluid melt. Friction and barrel heaters provide necessary melting energy. You must extract moisture during this delicate heating phase. Volatile gases also escape from the heated polymer matrix.
Vacuum degassing zones remove these elements efficiently. Without active degassing, your final pellets become highly porous. They turn brittle and fail standard quality inspections. Next, melt filtration removes solid impurities completely. Screen changers catch tiny paper fragments instantly. They filter out wood fibers and metallic debris. You must clean the melt entirely before it reaches the die head.
The machine forces clean melt through a heavy die plate. This plate contains precision-machined extrusion holes. High internal pressure shapes the liquid plastic perfectly. Cutting blades then shear the extruded plastic rapidly. Mechanics vary depending on your chosen cutting style.
The rotating blades slice the polymer into uniform pieces. Cooling methods follow the cutting stage immediately. Facilities use ambient air or deep water baths. Many modern setups utilize closed-loop water circulation systems. Water absorbs thermal energy away from the pellets rapidly. Finally, high-speed centrifuges dry the cooled material. Dry pellets move directly into storage silos for packaging.
Decision-stage clarity requires understanding different machine architectures. You must compare the three main system designs carefully. Material compatibility dictates which system you should ultimately choose. Operational constraints also influence this major engineering decision.
Pelletizing System Comparison Chart |
||
Architecture Category |
Optimal Polymers |
Primary Limitations |
|---|---|---|
Strand Cutting |
Rigid materials (PET, ABS, PC) |
Requires strong melt stability; demands large floor space. |
Water-Ring |
Moderate viscosity (PE, PP) |
Fails on low-viscosity plastics; prone to die smearing. |
Underwater |
Low viscosity (TPU, TPE, PET) |
High initial complexity; requires specialized technicians. |
The machine extrudes hot melt into long continuous strands. These plastic strands enter a cooling water bath immediately. They travel through the water for rapid temperature reduction. An air knife then blows surface moisture away. Finally, a specialized rotary knife cuts them into cylinders.
Rigid plastics perform exceptionally well inside this architecture. Facilities process PET, ABS, and PC using this traditional method. It remains the absolute standard choice for rigid compounding. However, the process requires very high melt strength. Strands will break if the melt weakens unexpectedly. Heavy contamination also causes severe strand breakage. Operators also need significant floor space for the cooling bath.
A high-speed rotating blade cuts the melt directly at the die. Centrifugal force instantly flings the hot pellets outward. They hit a circulating ring of cold water. This water ring cools them quickly and prevents sticking. The water then transports them directly into a spin dryer.
Polymers possessing moderate melt strength match this system perfectly. It handles PE and PP films highly reliably. We often see it used in standard PP PE granule application scenarios. It offers excellent space efficiency compared to strand baths. However, very low-viscosity materials fail in this setup completely. High-flow PET or nylon will smear across the hot die. The blades cannot cut these runny materials cleanly.
Cutting happens completely submerged inside a pressurized water chamber. The heated die face sits directly inside this closed area. Blades cut the melt immediately as it exits the holes. The surrounding cold water shapes the melt into perfect spheres.
High-capacity manufacturing operations rely entirely on this advanced technology. It handles notoriously low-viscosity materials beautifully. Facilities processing TPU, TPE, and standard PET benefit greatly here. The automation level remains incredibly high during steady operation. Conversely, the system demands highly complex startup procedures. Operators must undergo specialized training before running the line. Maintenance requires highly skilled engineering technicians constantly.
You must shift your focus from theoretical physics to commercial evaluation. Plant managers look for highly specific performance indicators. You should assess these four technical categories rigorously.
You must align realistic continuous output with your facility layout. A machine rated for high capacity needs sufficient downstream packaging space. Do not ignore spatial constraints during facility planning. Measure your available floor meters carefully. You must account for maintenance access clearances around the equipment. Cramped installations lead to highly dangerous operator working conditions.
Check if the system connects easily to upstream washing equipment. Smooth integration prevents unnecessary manual material handling. Modular designs allow you to upgrade extruder components later. You can swap filter types as raw material streams change. Look for Programmable Logic Controllers (PLCs) offering deep diagnostic data. Advanced PLCs simplify daily troubleshooting for your floor operators.
Post-consumer recycled plastics fluctuate constantly in quality. Moisture levels and contamination rates vary wildly every single day. The chosen machine must handle these daily inconsistencies reliably. For instance, a dedicated PET Flake Pelletizing Line requires specific viscosity preservation features. It must adapt to varying flake sizes automatically. Ask manufacturers how their equipment handles sudden contamination spikes.
Operators face extremely high temperatures and rapid moving parts. You must verify international machinery safety standards rigorously. Demand CE or ISO-compliant machine guarding around all cutting zones. Reliable emergency stop interlocks prevent catastrophic workplace injuries. Ensure all electrical cabinets feature proper cooling and heavy dust sealing.
You must plan for routine mechanical wear and tear. Hidden operational drags affect daily production output severely. Understanding component degradation keeps your manufacturing line running smoothly.
Plastic hardness impacts cutting blade life directly. Knives wear down steadily over continuous operating hours. Dull blades create unwanted "tails" on your finished pellets. They also cause adjacent pellets to fuse together instantly. You must schedule blade replacements proactively.
High-quality carbide steel blades reduce unexpected downtime significantly. For highly rigid materials, like those processed on a Soft Rigid PVC Compounding Pelletizing Line, blade hardness is paramount. Inspect blades weekly for micro-fractures. Replace them before they fail completely during a run.
Filter changes halt production entirely if poorly managed. Manual screen changers require operators to initiate full machine stops. Continuous screen changers eliminate this specific production problem entirely. They maintain internal melt pressure while operators swap dirty screens.
This automated feature drastically improves your daily material yield. It prevents molten plastic from degrading inside a halted barrel. Watch out for screen changers prone to pressure leaks. High-quality seals prevent dangerous polymer blowouts around the filtration block.
Evaluate specific energy consumption metrics very carefully. Look at the exact kilowatt-hour per kilogram (kWh/kg) ratio. Inefficient heating zones drag down operational efficiency massively. Oversized electrical motors waste massive amounts of raw electricity.
Proper barrel insulation keeps energy usage tightly optimized. Modern variable frequency drives (VFDs) adjust motor speeds automatically. They draw only the exact power needed for current loads. Energy-efficient systems run cooler and place less stress on factory grids.
You need actionable steps for your procurement journey. Use this structured checklist to evaluate potential equipment suppliers rigorously.
Material Testing (The Ultimate Filter): Never buy heavy industrial equipment blindly. Reputable manufacturers always run comprehensive test batches. They will process your specific scrap material in their testing facility. This validates machine capabilities completely before any final agreements.
Spare Parts Availability: Investigate the manufacturer's global supply chain thoroughly. Proprietary parts pose severe operational risks to your facility. Long lead times leave your production line stagnant. Ensure they stock common consumables locally in your region.
After-Sales Support and Commissioning: Complex installation requires expert factory guidance. Confirm their guarantees regarding on-site commissioning procedures. Check if they provide comprehensive operator training programs. Remote troubleshooting capabilities also save immense time during sudden electrical breakdowns.
Purchasing a modern pelletizing system represents a major commitment to material standardization. You improve industrial waste recovery directly through this equipment. The ideal machine depends entirely on your specific polymer properties. Viscosity and overall melt strength dictate the correct cutting mechanism.
Robust filtration and active degassing ensure high-quality, defect-free pellets. Continuous maintenance schedules prevent unexpected operational halts entirely. You must prepare your facility for strict routine servicing. Proper operator training maximizes equipment lifespan significantly.
Compile your exact material specifications today. Document your melt flow index carefully. Record average moisture levels and expected contamination rates. Contact your chosen equipment supplier to schedule a customized material trial. Validating your material physically ensures complete processing success.
A: A well-maintained machine lasts 10 to 15 years easily. Heavy industrial use demands strict maintenance protocols constantly. You must replace consumable parts routinely. Screws, barrels, and cutting blades wear down over time. Regular lubrication and prompt part replacement ensure maximum equipment longevity.
A: High moisture ruins final pellet quality completely. It causes internal foaming and weakens the plastic structure. Excessive water also creates dangerous pressure fluctuations inside the extruder. You must use robust pre-drying equipment. Intensive vacuum degassing zones also extract trapped moisture effectively.
A: Generally, no. PE and PET possess vastly different melting temperatures. They also behave differently regarding dynamic fluid viscosity. Mixing them in one standard system causes massive processing failures. You need highly specialized compounding equipment to blend them. Otherwise, you must run separate dedicated manufacturing lines.
A: Single-screw extruders handle basic recycling and homogenizing tasks perfectly. They remain the absolute standard for clean industrial scrap. Twin-screw extruders provide superior mixing capabilities. They deliver high mechanical shear and intensive degassing. You need twin-screw setups for complex compounding and difficult hybrid materials.







