Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-06-30 Origine : Site

Le recyclage du plastique repose sur une étape de fabrication définitive. Cette étape critique comble le fossé entre les déchets bruts et les matériaux utilisables. Nous appelons ce processus le pelletage du plastique. Il transforme le polymère fondu volumineux en granulés uniformes. Ces pellets finis sont incroyablement faciles à manipuler. Ils alimentent en toute transparence les machines de moulage par injection en aval.
La qualité inégale des granulés crée de graves goulots d’étranglement pour les fabricants. Des pellets mal formés entraînent continuellement des taux de défauts plus élevés. Ils provoquent des blocages fréquents de l’extrudeuse pendant les cycles de production. Les installations de recyclage sont confrontées à une rentabilité réduite lorsque leurs équipements tombent en panne. Vous ne pouvez pas vous permettre de traiter des formes de polymères incohérentes. Vous devez livrer des matériaux standardisés à vos acheteurs.
Vous pouvez résoudre ces défis opérationnels directement. Choisir le bon La machine de pelletisation du plastique garantit la fiabilité de la production. Pour réussir, il faut adapter la machine à votre type exact de polymère. Vous devez évaluer soigneusement l’indice de fluidité. Les exigences de débit dictent également le choix final de votre équipement. Ce guide explique clairement les mécanismes opérationnels de base. Nous explorerons en profondeur différentes architectures de systèmes. Vous apprendrez à évaluer efficacement les critères techniques.
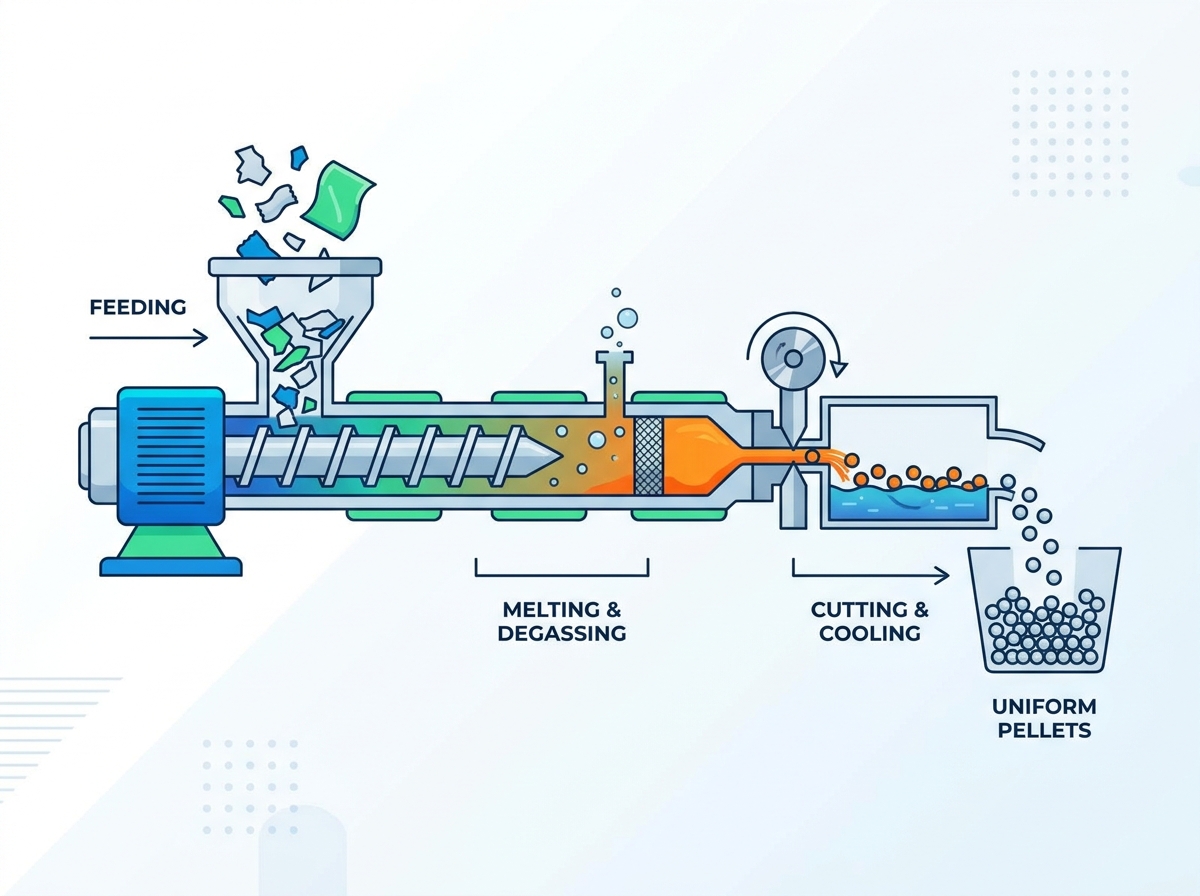
Bases du processus : la pelletisation implique l'alimentation, la fusion, l'extrusion, la découpe et le refroidissement ; une défaillance à tout moment dégrade la qualité finale des granulés.
Variation du système : les systèmes de granulation à brins, à anneaux d'eau et sous-marins servent des types de polymères et des niveaux de viscosité distincts.
Logique d'approvisionnement : n'achetez jamais sur la seule base de la capacité déclarée ; validez les performances grâce à un test de matériau (Preuve de Concept) avec vos déchets plastiques spécifiques.
Comprendre la mécanique des machines établit votre autorité technique. Vous devez comprendre comment chaque composant influence le comportement du matériau. Nous décomposons systématiquement ces mécanismes opérationnels. Cette connaissance évite les erreurs critiques lors du fonctionnement de la machine.
La dynamique de compactage joue un rôle majeur dans la production continue. Vous devez introduire efficacement les matériaux dans la trémie principale. Les matériaux à faible densité apparente représentent un défi industriel majeur. Les films et les fibres pénètrent facilement dans les trémies standard. Ils bloquent la gorge d'alimentation à plusieurs reprises pendant le fonctionnement. Vous avez besoin de gavages spécialisés pour les gérer.
Les agglomérateurs résolvent également ce problème d’alimentation à faible densité. Par exemple, intégrer un La ligne de pelletisation de type aggloméré assure une alimentation très stable. Le système préchauffe et compacte efficacement les déchets pelucheux. Il pousse un volume constant dans le corps de l'extrudeuse. Cette cohérence évite les chutes de pression dangereuses en aval. Les opérateurs doivent surveiller de près les taux d’alimentation pour maintenir la stabilité.
La vis de l'extrudeuse fait office de cœur du système. Il coupe le plastique en une masse fondue fluide et homogène. Les réchauffeurs à friction et à barillet fournissent l'énergie de fusion nécessaire. Vous devez extraire l’humidité pendant cette phase délicate de chauffage. Des gaz volatils s'échappent également de la matrice polymère chauffée.
Les zones de dégazage sous vide éliminent efficacement ces éléments. Sans dégazage actif, vos pellets finaux deviennent très poreux. Ils deviennent cassants et échouent aux inspections de qualité standard. Ensuite, la filtration par fusion élimine complètement les impuretés solides. Les changeurs d'écran capturent instantanément les minuscules fragments de papier. Ils filtrent les fibres de bois et les débris métalliques. Vous devez nettoyer entièrement la matière fondue avant qu’elle n’atteigne la tête de filière.
La machine force une fusion propre à travers une plaque à filière lourde. Cette plaque contient des trous d'extrusion usinés avec précision. Une pression interne élevée façonne parfaitement le plastique liquide. Les lames de coupe cisaillent ensuite rapidement le plastique extrudé. La mécanique varie en fonction du style de coupe choisi.
Les lames rotatives coupent le polymère en morceaux uniformes. Les méthodes de refroidissement suivent immédiatement l’étape de découpe. Les installations utilisent l’air ambiant ou des bains d’eau profonde. De nombreuses installations modernes utilisent des systèmes de circulation d’eau en boucle fermée. L'eau absorbe rapidement l'énergie thermique des pellets. Enfin, des centrifugeuses à grande vitesse sèchent le matériau refroidi. Les pellets secs sont directement transférés dans des silos de stockage pour être emballés.
La clarté au stade de la décision nécessite de comprendre différentes architectures de machines. Vous devez comparer soigneusement les trois principales conceptions du système. La compatibilité des matériaux dicte le système que vous devez finalement choisir. Les contraintes opérationnelles influencent également cette décision d’ingénierie majeure.
Tableau comparatif des systèmes de pelletisation |
||
Catégorie Architecture |
Polymères optimaux |
Limites principales |
|---|---|---|
Coupe de brins |
Matériaux rigides (PET, ABS, PC) |
Nécessite une forte stabilité à l’état fondu ; exige un grand espace au sol. |
Anneau d'eau |
Viscosité modérée (PE, PP) |
Échec sur les plastiques à faible viscosité ; enclin à mourir en se barbouillant. |
Sous l'eau |
Faible viscosité (TPU, TPE, PET) |
Complexité initiale élevée ; nécessite des techniciens spécialisés. |
La machine extrude du thermofusible en longs brins continus. Ces brins de plastique entrent immédiatement dans un bain d’eau de refroidissement. Ils voyagent dans l'eau pour une réduction rapide de la température. Une lame d'air chasse ensuite l'humidité de la surface. Enfin, un couteau rotatif spécialisé les découpe en cylindres.
Les plastiques rigides fonctionnent exceptionnellement bien dans cette architecture. Les installations traitent le PET, l'ABS et le PC en utilisant cette méthode traditionnelle. Il reste le choix standard absolu pour les compositions rigides. Cependant, le procédé nécessite une résistance à l’état fondu très élevée. Les brins se briseront si la fonte s'affaiblit de manière inattendue. Une forte contamination provoque également de graves ruptures de brins. Les opérateurs ont également besoin d’un espace au sol important pour le bain de refroidissement.
Une lame rotative à grande vitesse coupe la matière fondue directement au niveau de la filière. La force centrifuge projette instantanément les pellets chauds vers l’extérieur. Ils heurtèrent un anneau d'eau froide qui circulait. Cet anneau d'eau les refroidit rapidement et évite de coller. L’eau les transporte ensuite directement dans un essoreur.
Les polymères possédant une résistance à la fusion modérée correspondent parfaitement à ce système. Il traite les films PE et PP de manière très fiable. On le voit souvent utilisé en standard d'application de granulés PP PE . Scénarios Il offre une excellente efficacité spatiale par rapport aux bains à brins. Cependant, les matériaux à très faible viscosité échouent complètement dans cette configuration. Le PET ou le nylon à haut débit s'étalera sur la matrice chaude. Les lames ne peuvent pas couper proprement ces matériaux coulants.
La coupe s'effectue complètement immergée dans une chambre à eau sous pression. La face chauffée de la matrice se trouve directement à l’intérieur de cette zone fermée. Les lames coupent la matière fondue immédiatement dès qu'elle sort des trous. L’eau froide environnante façonne la fonte en sphères parfaites.
Les opérations de fabrication à grande capacité reposent entièrement sur cette technologie de pointe. Il gère parfaitement les matériaux notoirement à faible viscosité. Les installations traitant du TPU, du TPE et du PET standard en bénéficient grandement. Le niveau d'automatisation reste incroyablement élevé en fonctionnement stable. À l’inverse, le système nécessite des procédures de démarrage très complexes. Les opérateurs doivent suivre une formation spécialisée avant d'exploiter la ligne. La maintenance nécessite constamment des techniciens d’ingénierie hautement qualifiés.
Vous devez passer de la physique théorique à l’évaluation commerciale. Les directeurs d'usine recherchent des indicateurs de performance très spécifiques. Vous devez évaluer rigoureusement ces quatre catégories techniques.
Vous devez aligner une production continue réaliste sur la configuration de vos installations. Une machine conçue pour une capacité élevée nécessite suffisamment d’espace d’emballage en aval. N'ignorez pas les contraintes spatiales lors de la planification des installations. Mesurez soigneusement vos mètres de sol disponibles. Vous devez tenir compte des dégagements d’accès pour la maintenance autour de l’équipement. Les installations exiguës entraînent des conditions de travail des opérateurs très dangereuses.
Vérifiez si le système se connecte facilement aux équipements de lavage en amont. L’intégration fluide évite toute manipulation manuelle inutile des matériaux. Les conceptions modulaires vous permettent de mettre à niveau les composants de l'extrudeuse ultérieurement. Vous pouvez échanger les types de filtres à mesure que les flux de matières premières changent. Recherchez des contrôleurs logiques programmables (PLC) offrant des données de diagnostic approfondies. Les automates avancés simplifient le dépannage quotidien pour vos opérateurs d'étage.
La qualité des plastiques recyclés post-consommation fluctue constamment. Les niveaux d’humidité et les taux de contamination varient énormément chaque jour. La machine choisie doit gérer ces incohérences quotidiennes de manière fiable. Par exemple, un dédié La ligne de pelletisation de flocons PET nécessite des caractéristiques spécifiques de préservation de la viscosité. Il doit s’adapter automatiquement aux différentes tailles de flocons. Demandez aux fabricants comment leurs équipements gèrent les pics soudains de contamination.
Les opérateurs sont confrontés à des températures extrêmement élevées et à des pièces en mouvement rapide. Vous devez vérifier rigoureusement les normes internationales de sécurité des machines. Exigez une protection de machine conforme aux normes CE ou ISO autour de toutes les zones de coupe. Des verrouillages d'arrêt d'urgence fiables évitent les blessures catastrophiques sur le lieu de travail. Assurez-vous que toutes les armoires électriques disposent d’un refroidissement adéquat et d’une étanchéité à la poussière.
Vous devez prévoir l’usure mécanique courante. Les contraintes opérationnelles cachées affectent gravement la production quotidienne. Comprendre la dégradation des composants garantit le bon fonctionnement de votre chaîne de fabrication.
La dureté du plastique a un impact direct sur la durée de vie de la lame de coupe. Les couteaux s'usent régulièrement au fil des heures de fonctionnement continues. Les lames émoussées créent des « queues » indésirables sur vos pellets finis. Ils provoquent également la fusion instantanée des pellets adjacents. Vous devez planifier les remplacements de lames de manière proactive.
Les lames en acier au carbure de haute qualité réduisent considérablement les temps d'arrêt imprévus. Pour les matériaux très rigides, comme ceux traités sur un Ligne de pelletisation de composition en PVC rigide et souple , la dureté de la lame est primordiale. Inspectez les lames chaque semaine pour déceler des microfractures. Remplacez-les avant qu'ils ne tombent en panne complètement au cours d'une exécution.
Les changements de filtre arrêtent complètement la production s’ils sont mal gérés. Les changeurs de tamis manuels exigent que les opérateurs déclenchent des arrêts complets de la machine. Les changeurs de tamis continus éliminent entièrement ce problème de production spécifique. Ils maintiennent la pression de fusion interne pendant que les opérateurs échangent les tamis sales.
Cette fonctionnalité automatisée améliore considérablement votre rendement quotidien en matière. Il empêche le plastique fondu de se dégrader à l’intérieur d’un fût arrêté. Méfiez-vous des changeurs de tamis sujets aux fuites de pression. Des joints de haute qualité empêchent les éruptions dangereuses de polymère autour du bloc de filtration.
Évaluez très soigneusement les mesures de consommation d’énergie spécifiques. Regardez le rapport exact des kilowattheures par kilogramme (kWh/kg). Les zones de chauffage inefficaces nuisent considérablement à l’efficacité opérationnelle. Les moteurs électriques surdimensionnés gaspillent d’énormes quantités d’électricité brute.
Une bonne isolation du fût permet d'optimiser la consommation d'énergie. Les entraînements à fréquence variable (VFD) modernes ajustent automatiquement la vitesse du moteur. Ils consomment uniquement la puissance exacte nécessaire aux charges actuelles. Les systèmes économes en énergie refroidissent et exercent moins de pression sur les réseaux des usines.
Vous avez besoin d’étapes concrètes pour votre parcours d’approvisionnement. Utilisez cette liste de contrôle structurée pour évaluer rigoureusement les fournisseurs d’équipements potentiels.
Tests de matériaux (le filtre ultime) : N'achetez jamais aveuglément d'équipement industriel lourd. Les fabricants réputés effectuent toujours des lots de tests complets. Ils traiteront vos déchets spécifiques dans leur installation de test. Cela valide complètement les capacités de la machine avant tout accord final.
Disponibilité des pièces de rechange : étudiez minutieusement la chaîne d'approvisionnement mondiale du fabricant. Les pièces exclusives présentent de graves risques opérationnels pour votre installation. Les longs délais de livraison laissent votre chaîne de production stagner. Assurez-vous qu’ils stockent les consommables courants localement dans votre région.
Assistance après-vente et mise en service : une installation complexe nécessite les conseils d'un expert en usine. Confirmer leurs garanties concernant les procédures de mise en service sur site. Vérifiez s’ils proposent des programmes complets de formation des opérateurs. Les capacités de dépannage à distance permettent également de gagner un temps considérable en cas de pannes électriques soudaines.
L'achat d'un système de granulation moderne représente un engagement majeur en faveur de la standardisation des matériaux. Vous améliorez la valorisation des déchets industriels directement grâce à ces équipements. La machine idéale dépend entièrement des propriétés spécifiques de votre polymère. La viscosité et la résistance globale à la fusion dictent le mécanisme de coupe correct.
Une filtration robuste et un dégazage actif garantissent des pellets de haute qualité et sans défauts. Les programmes de maintenance continue évitent complètement les arrêts opérationnels inattendus. Vous devez préparer votre installation à un entretien de routine strict. Une formation appropriée des opérateurs maximise considérablement la durée de vie de l’équipement.
Compilez dès aujourd’hui vos spécifications exactes de matériaux. Documentez soigneusement votre indice de fluidité. Enregistrez les niveaux d’humidité moyens et les taux de contamination attendus. Contactez le fournisseur d'équipement de votre choix pour planifier un essai de matériau personnalisé. La validation physique de votre matériel garantit le succès complet du traitement.
R : Une machine bien entretenue dure facilement de 10 à 15 ans. Une utilisation industrielle intensive exige en permanence des protocoles de maintenance stricts. Vous devez remplacer régulièrement les pièces consommables. Les vis, les barillets et les lames coupantes s’usent avec le temps. Une lubrification régulière et un remplacement rapide des pièces garantissent une longévité maximale de l'équipement.
R : Une humidité élevée détruit complètement la qualité finale des granulés. Cela provoque un moussage interne et affaiblit la structure plastique. Un excès d’eau crée également de dangereuses fluctuations de pression à l’intérieur de l’extrudeuse. Vous devez utiliser un équipement de pré-séchage robuste. Les zones de dégazage sous vide intensif extraient également efficacement l’humidité emprisonnée.
R : En général, non. Le PE et le PET possèdent des températures de fusion très différentes. Ils se comportent également différemment en ce qui concerne la viscosité dynamique du fluide. Les mélanger dans un système standard entraîne des échecs de traitement massifs. Vous avez besoin d’un équipement de préparation hautement spécialisé pour les mélanger. Sinon, vous devez exécuter des lignes de fabrication dédiées distinctes.
R : Les extrudeuses monovis gèrent parfaitement les tâches de base de recyclage et d’homogénéisation. Ils restent la norme absolue en matière de déchets industriels propres. Les extrudeuses à double vis offrent des capacités de mélange supérieures. Ils offrent un cisaillement mécanique élevé et un dégazage intensif. Vous avez besoin de configurations à double vis pour les compositions complexes et les matériaux hybrides difficiles.