Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-06-30 Origen: Sitio

El reciclaje de plástico se basa en un paso de fabricación definitivo. Esta etapa crítica cierra la brecha entre la chatarra en bruto y el material utilizable. A este proceso lo llamamos peletización de plástico. Transforma el voluminoso polímero fundido en gránulos uniformes. Estos pellets terminados son increíblemente fáciles de manejar. Se alimentan sin problemas a las máquinas de moldeo por inyección posteriores.
La calidad inconsistente de los pellets crea graves obstáculos para los fabricantes. Los gránulos mal formados provocan continuamente mayores tasas de defectos. Provocan atascos frecuentes en la extrusora durante los ciclos de producción. Las instalaciones de reciclaje enfrentan una rentabilidad reducida cuando sus equipos fallan. No puede darse el lujo de procesar formas de polímeros inconsistentes. Debes entregar materiales estandarizados a tus compradores.
Puede resolver estos desafíos operativos directamente. Seleccionando el derecho La máquina granuladora de plástico garantiza la confiabilidad de la producción. El éxito requiere hacer coincidir la máquina con su tipo exacto de polímero. Debe evaluar cuidadosamente el índice de flujo de fusión. Los requisitos de rendimiento también dictan la elección final del equipo. Esta guía explica claramente los mecanismos operativos básicos. Exploraremos a fondo diferentes arquitecturas de sistemas. Aprenderás a evaluar criterios técnicos de forma eficaz.
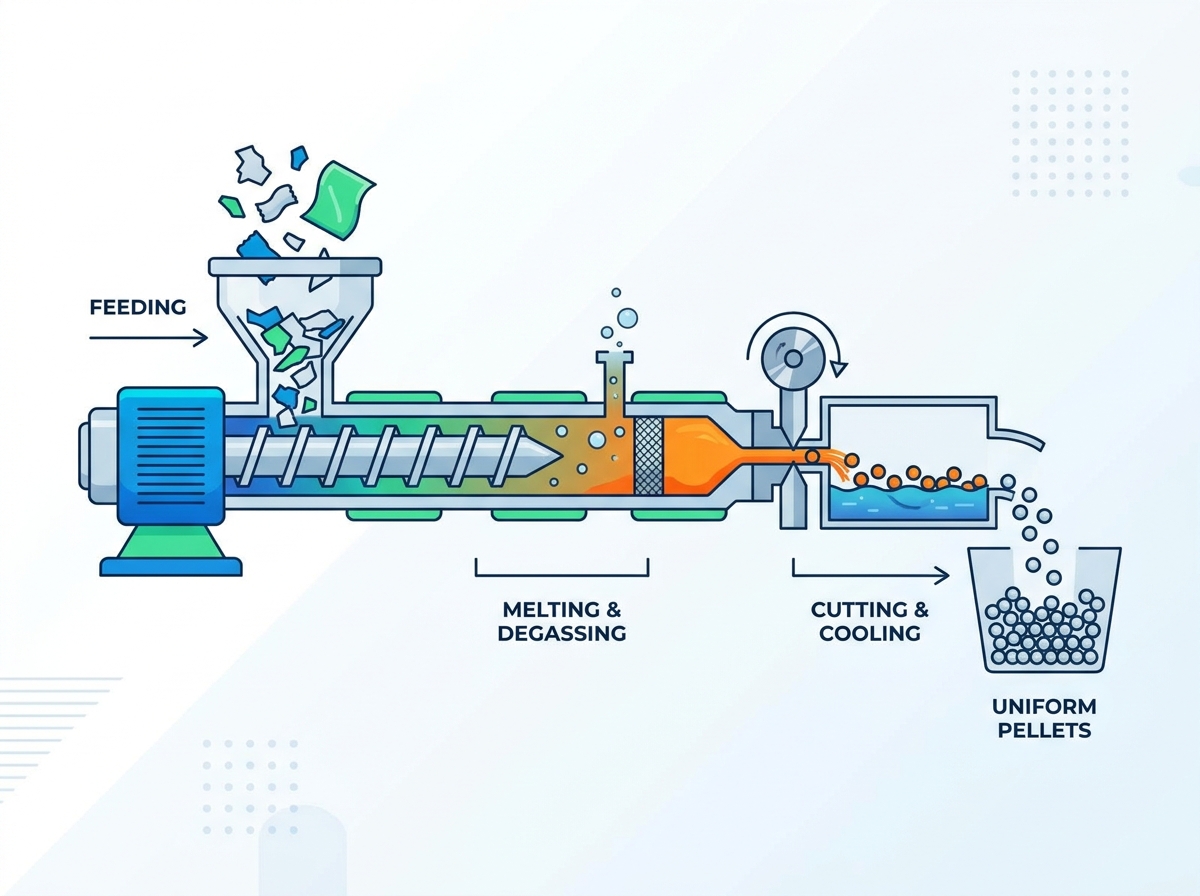
Conceptos básicos del proceso: La peletización implica alimentar, fundir, extruir, cortar y enfriar; la falla en cualquier etapa degrada la calidad final del pellet.
Variación del sistema: Los sistemas de peletización de hebras, anillos de agua y submarinos sirven para distintos tipos de polímeros y niveles de viscosidad.
Lógica de adquisiciones: nunca compre basándose únicamente en la capacidad indicada; valide el rendimiento mediante una prueba de material (Prueba de concepto) con su chatarra de plástico específica.
Comprender la mecánica de las máquinas establece su autoridad técnica. Debes comprender cómo cada componente influye en el comportamiento material. Desglosamos estas mecánicas operativas sistemáticamente. Este conocimiento evita errores críticos durante el funcionamiento de la máquina.
La dinámica de compactación juega un papel fundamental en la producción continua. Debe introducir materiales en la tolva principal de manera eficiente. Los materiales de baja densidad aparente presentan un importante desafío industrial. Las películas y fibras se unen fácilmente dentro de tolvas estándar. Obstruyen la garganta de alimentación repetidamente durante el funcionamiento. Necesita alimentadores forzados especializados para manejarlos.
Los aglomeradores también resuelven este problema de alimentación de baja densidad. Por ejemplo, integrar un La línea de peletización tipo aglomerado garantiza una alimentación altamente estable. El sistema precalienta y compacta eficazmente los restos esponjosos. Empuja un volumen constante hacia el cilindro del extrusor. Esta consistencia evita caídas de presión peligrosas aguas abajo. Los operadores deben monitorear de cerca las tasas de alimentación para mantener la estabilidad.
El tornillo extrusor actúa como corazón del sistema. Corta el plástico hasta convertirlo en una masa fundida fluida homogénea. Los calentadores de fricción y de barril proporcionan la energía de fusión necesaria. Debes extraer la humedad durante esta delicada fase de calentamiento. También se escapan gases volátiles de la matriz polimérica calentada.
Las zonas de desgasificación al vacío eliminan estos elementos de forma eficaz. Sin una desgasificación activa, los gránulos finales se vuelven muy porosos. Se vuelven quebradizos y no superan las inspecciones de calidad estándar. A continuación, la filtración por fusión elimina completamente las impurezas sólidas. Los cambiadores de pantalla atrapan instantáneamente pequeños fragmentos de papel. Filtran fibras de madera y restos metálicos. Debes limpiar la masa fundida por completo antes de que llegue al cabezal del troquel.
La máquina fuerza la masa fundida limpia a través de una placa de matriz pesada. Esta placa contiene orificios de extrusión mecanizados con precisión. La alta presión interna moldea perfectamente el plástico líquido. Luego, las cuchillas cortan rápidamente el plástico extruido. La mecánica varía según el estilo de corte elegido.
Las cuchillas giratorias cortan el polímero en trozos uniformes. Los métodos de enfriamiento siguen inmediatamente a la etapa de corte. Las instalaciones utilizan aire ambiente o baños de agua profunda. Muchas configuraciones modernas utilizan sistemas de circulación de agua de circuito cerrado. El agua absorbe rápidamente la energía térmica de los pellets. Finalmente, las centrífugas de alta velocidad secan el material enfriado. Los pellets secos pasan directamente a los silos de almacenamiento para su envasado.
La claridad en la etapa de decisión requiere comprender diferentes arquitecturas de máquinas. Debe comparar cuidadosamente los tres diseños principales del sistema. La compatibilidad de los materiales determina qué sistema debería elegir en última instancia. Las limitaciones operativas también influyen en esta importante decisión de ingeniería.
Cuadro comparativo de sistemas de peletización |
||
Categoría de arquitectura |
Polímeros óptimos |
Limitaciones primarias |
|---|---|---|
Corte de hebras |
Materiales rígidos (PET, ABS, PC) |
Requiere una fuerte estabilidad en estado fundido; exige un gran espacio de piso. |
Anillo de agua |
Viscosidad moderada (PE, PP) |
Falla en plásticos de baja viscosidad; propenso a morir manchado. |
Submarino |
Baja viscosidad (TPU, TPE, PET) |
Alta complejidad inicial; requiere técnicos especializados. |
La máquina extruye fusión en caliente en largas hebras continuas. Estas hebras de plástico entran inmediatamente en un baño de agua fría. Viajan a través del agua para reducir rápidamente la temperatura. Luego, una cuchilla de aire elimina la humedad de la superficie. Finalmente, una cuchilla giratoria especializada los corta en cilindros.
Los plásticos rígidos funcionan excepcionalmente bien dentro de esta arquitectura. Las instalaciones procesan PET, ABS y PC mediante este método tradicional. Sigue siendo la opción estándar absoluta para compuestos rígidos. Sin embargo, el proceso requiere una resistencia de fusión muy alta. Las hebras se romperán si la masa fundida se debilita inesperadamente. La fuerte contaminación también provoca graves roturas de las hebras. Los operadores también necesitan un espacio considerable para el baño de refrigeración.
Una cuchilla giratoria de alta velocidad corta la masa fundida directamente en la matriz. La fuerza centrífuga arroja instantáneamente los gránulos calientes hacia afuera. Chocaron contra un anillo circulante de agua fría. Este anillo de agua los enfría rápidamente y evita que se peguen. Luego, el agua los transporta directamente a una secadora.
Los polímeros que poseen una resistencia moderada en estado fundido combinan perfectamente con este sistema. Maneja películas de PE y PP de forma muy fiable. A menudo lo vemos usado en estándar. Escenarios de aplicación de gránulos de PP PE . Ofrece una excelente eficiencia de espacio en comparación con los baños de hebras. Sin embargo, los materiales de muy baja viscosidad fracasan por completo en esta configuración. El PET o el nailon de alto flujo mancharán el troquel caliente. Las cuchillas no pueden cortar limpiamente estos materiales líquidos.
El corte se realiza completamente sumergido dentro de una cámara de agua a presión. La cara calentada del troquel se encuentra directamente dentro de esta área cerrada. Las cuchillas cortan la masa fundida inmediatamente cuando sale por los agujeros. El agua fría circundante da forma al derretimiento en esferas perfectas.
Las operaciones de fabricación de alta capacidad dependen enteramente de esta tecnología avanzada. Maneja maravillosamente materiales notoriamente de baja viscosidad. Aquí las instalaciones que procesan TPU, TPE y PET estándar se benefician enormemente. El nivel de automatización sigue siendo increíblemente alto durante el funcionamiento constante. Por el contrario, el sistema exige procedimientos de puesta en marcha muy complejos. Los operadores deben recibir capacitación especializada antes de operar la línea. El mantenimiento requiere constantemente técnicos de ingeniería altamente calificados.
Debe cambiar su enfoque de la física teórica a la evaluación comercial. Los gerentes de planta buscan indicadores de desempeño muy específicos. Debes evaluar rigurosamente estas cuatro categorías técnicas.
Debe alinear la producción continua realista con el diseño de sus instalaciones. Una máquina diseñada para alta capacidad necesita suficiente espacio de embalaje posterior. No ignore las limitaciones espaciales durante la planificación de las instalaciones. Mide cuidadosamente los metros de suelo disponibles. Debe tener en cuenta los espacios libres de acceso para mantenimiento alrededor del equipo. Las instalaciones estrechas provocan condiciones de trabajo altamente peligrosas para el operador.
Compruebe si el sistema se conecta fácilmente al equipo de lavado anterior. La integración fluida evita la manipulación manual innecesaria de materiales. Los diseños modulares le permiten actualizar los componentes del extrusor más adelante. Puede intercambiar tipos de filtros a medida que cambian los flujos de materia prima. Busque controladores lógicos programables (PLC) que ofrezcan datos de diagnóstico detallados. Los PLC avanzados simplifican la resolución de problemas diarios para los operadores de piso.
La calidad de los plásticos reciclados posconsumo fluctúa constantemente. Los niveles de humedad y las tasas de contaminación varían enormemente todos los días. La máquina elegida debe afrontar de forma fiable estas irregularidades diarias. Por ejemplo, un dedicado La línea de granulación de escamas de PET requiere características específicas de preservación de la viscosidad. Debe adaptarse automáticamente a los diferentes tamaños de escamas. Pregunte a los fabricantes cómo manejan sus equipos los picos repentinos de contaminación.
Los operadores se enfrentan a temperaturas extremadamente altas y piezas que se mueven rápidamente. Debe verificar rigurosamente las normas internacionales de seguridad de maquinaria. Exija protección de la máquina que cumpla con CE o ISO alrededor de todas las zonas de corte. Los enclavamientos de parada de emergencia confiables previenen lesiones catastróficas en el lugar de trabajo. Asegúrese de que todos los gabinetes eléctricos tengan una refrigeración adecuada y un sellado contra el polvo pesado.
Debe planificar el desgaste mecánico rutinario. Los obstáculos operativos ocultos afectan gravemente la producción diaria. Comprender la degradación de los componentes mantiene su línea de fabricación funcionando sin problemas.
La dureza del plástico afecta directamente la vida útil de la hoja de corte. Las cuchillas se desgastan constantemente durante horas de funcionamiento continuo. Las hojas desafiladas crean 'colas' no deseadas en los pellets terminados. También hacen que los gránulos adyacentes se fusionen instantáneamente. Debe programar los reemplazos de las hojas de manera proactiva.
Las hojas de acero de carburo de alta calidad reducen significativamente los tiempos de inactividad inesperados. Para materiales muy rígidos, como los procesados en una Línea de granulación de compuestos de PVC rígido suave , la dureza de la hoja es primordial. Inspeccione las hojas semanalmente para detectar microfracturas. Reemplácelos antes de que fallen por completo durante una ejecución.
Los cambios de filtro detienen la producción por completo si no se gestionan correctamente. Los cambiadores de pantalla manuales requieren que los operadores inicien paradas completas de la máquina. Los cambiadores de criba continuos eliminan por completo este problema de producción específico. Mantienen la presión de fusión interna mientras los operadores cambian las mallas sucias.
Esta función automatizada mejora drásticamente el rendimiento diario de material. Evita que el plástico fundido se degrade dentro de un barril detenido. Tenga cuidado con los cambiadores de pantalla propensos a fugas de presión. Los sellos de alta calidad evitan peligrosas explosiones de polímero alrededor del bloque de filtración.
Evalúe las métricas específicas de consumo de energía con mucho cuidado. Mire la relación exacta de kilovatio-hora por kilogramo (kWh/kg). Las zonas de calefacción ineficientes reducen enormemente la eficiencia operativa. Los motores eléctricos de gran tamaño desperdician enormes cantidades de electricidad bruta.
El aislamiento adecuado del barril mantiene el uso de energía estrictamente optimizado. Los variadores de frecuencia (VFD) modernos ajustan la velocidad del motor automáticamente. Consumen sólo la energía exacta necesaria para las cargas actuales. Los sistemas energéticamente eficientes funcionan a menor temperatura y ejercen menos presión sobre las redes de las fábricas.
Necesita pasos prácticos para su proceso de adquisiciones. Utilice esta lista de verificación estructurada para evaluar rigurosamente a los posibles proveedores de equipos.
Pruebas de materiales (el filtro definitivo): nunca compre equipos industriales pesados a ciegas. Los fabricantes de renombre siempre realizan lotes de prueba exhaustivos. Procesarán su material de desecho específico en sus instalaciones de prueba. Esto valida completamente las capacidades de la máquina antes de cualquier acuerdo final.
Disponibilidad de piezas de repuesto: investigue minuciosamente la cadena de suministro global del fabricante. Las piezas patentadas plantean graves riesgos operativos para sus instalaciones. Los largos plazos de entrega dejan estancada su línea de producción. Asegúrese de que tengan existencias de consumibles comunes a nivel local en su región.
Soporte posventa y puesta en servicio: una instalación compleja requiere orientación experta de fábrica. Confirmar sus garantías respecto a los procedimientos de puesta en marcha in situ. Compruebe si ofrecen programas integrales de capacitación para operadores. Las capacidades de resolución remota de problemas también ahorran mucho tiempo durante averías eléctricas repentinas.
La compra de un sistema de peletización moderno representa un compromiso importante con la estandarización de materiales. Mejoras la valorización de residuos industriales directamente a través de este equipo. La máquina ideal depende completamente de las propiedades específicas de su polímero. La viscosidad y la resistencia general de la masa fundida dictan el mecanismo de corte correcto.
Una filtración robusta y una desgasificación activa garantizan un pellet de alta calidad y sin defectos. Los programas de mantenimiento continuo evitan por completo paradas operativas inesperadas. Debe preparar sus instalaciones para un estricto mantenimiento de rutina. La formación adecuada del operador maximiza significativamente la vida útil del equipo.
Compile sus especificaciones de materiales exactas hoy. Documente cuidadosamente su índice de flujo de fusión. Registre los niveles promedio de humedad y las tasas de contaminación esperadas. Comuníquese con el proveedor de equipos elegido para programar una prueba de material personalizada. La validación física de su material garantiza un éxito total del procesamiento.
R: Una máquina bien mantenida dura fácilmente de 10 a 15 años. El uso industrial pesado exige estrictos protocolos de mantenimiento constantemente. Debe reemplazar las piezas consumibles periódicamente. Los tornillos, cilindros y cuchillas de corte se desgastan con el tiempo. La lubricación regular y el rápido reemplazo de piezas garantizan la máxima longevidad del equipo.
R: La alta humedad arruina por completo la calidad final del pellet. Provoca espuma interna y debilita la estructura plástica. El exceso de agua también crea peligrosas fluctuaciones de presión dentro de la extrusora. Se debe utilizar un equipo robusto de presecado. Las zonas intensivas de desgasificación al vacío también extraen eficazmente la humedad atrapada.
R: Generalmente no. El PE y el PET poseen temperaturas de fusión muy diferentes. También se comportan de manera diferente con respecto a la viscosidad dinámica del fluido. Mezclarlos en un sistema estándar provoca fallos de procesamiento masivos. Necesita equipos de composición altamente especializados para mezclarlos. De lo contrario, deberá ejecutar líneas de fabricación dedicadas separadas.
R: Las extrusoras de un solo tornillo manejan perfectamente las tareas básicas de reciclaje y homogeneización. Siguen siendo el estándar absoluto para la chatarra industrial limpia. Las extrusoras de doble tornillo brindan capacidades de mezcla superiores. Proporcionan un alto cizallamiento mecánico y una desgasificación intensiva. Necesita configuraciones de doble tornillo para compuestos complejos y materiales híbridos difíciles.