Просмотры: 0 Автор: Редактор сайта Время публикации: 23.06.2026 Происхождение: Сайт

Покупка оборудования для переработки отходов представляет собой дорогостоящую инвестицию для любого предприятия. Руководители предприятий сталкиваются с огромным давлением при выборе систем, обеспечивающих стабильную производительность. Они должны избегать нанесения ущерба операционным бюджетам. Несоответствие между подаваемым материалом и архитектурой машины ухудшает качество конечных пеллет. Это также приводит к чрезмерному потреблению энергии и частым простоям в работе. Предприятиям часто сложно ориентироваться в сложных спецификациях поставщиков и завышенных заявлениях о производительности.
Мы разработали этот прозрачный коммерческий Руководство по машинам для гранулирования пластика , которое поможет вам эффективно оценить оборудование. Вы научитесь легко сопоставлять профили материалов с конкретными архитектурами. Мы раскрываем основные технические параметры, необходимые для успешной экструзии. Наконец, мы изучаем критические риски внедрения и предоставляем строгую основу для проверки потенциальных производителей оборудования. Используя эти практические идеи, вы можете с уверенностью составить список поставщиков.
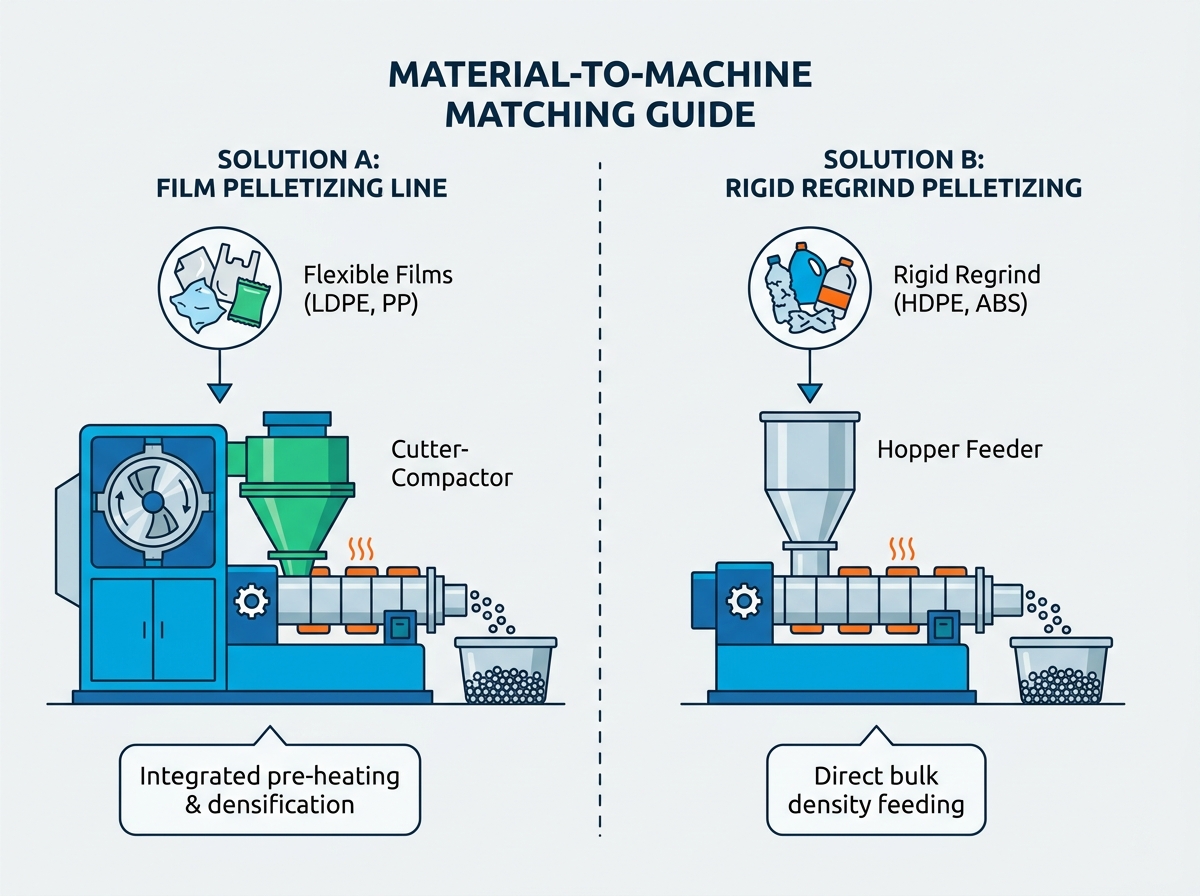
Материал диктует архитектуру: для гибких пленок требуются встроенные резаки-уплотнители, а для установки гранулирования с жестким переизмельчением требуется стандартная загрузочная воронка и специальные конструкции шнеков.
Качество пеллет зависит от фильтрации и дегазации: высокий уровень загрязнения или влажности требует двойной вентиляции и автоматических сменщиков сеток, чтобы предотвратить образование пустот и простои.
Общая стоимость владения важнее первоначальных капитальных затрат: потребление энергии на килограмм и доступность запасных частей (шнеков, бочек, лопастей) на месте определяют истинную прибыльность линии по переработке отходов.
Оценка оборудования никогда не происходит в вакууме. Ваши критерии успеха полностью зависят от физических свойств, объемной плотности и уровня загрязнения входящих отходов. Мы не можем втиснуть легкие пленки в систему, рассчитанную на тяжелые, раздавленные бутылки. Понимание поведения материала предотвращает катастрофические сбои в обработке.
Постиндустриальные и постпотребительские гибкие пластмассы создают уникальные проблемы с питанием. Эти материалы несут высокие статические заряды и чрезвычайно низкую объемную плотность. Операторы должны обрабатывать их иначе, чем твердые отходы.
Целевой материал: постиндустриальные или бытовые пленки ПЭНП, ПЭВП, ПП и тканые мешки из рафии.
Требуемый механизм: вам нужен выделенный Линия гранулирования пленки со встроенным резаком-уплотнителем. Этот большой барабан расположен над шнеком экструдера. Вращающиеся лезвия создают трение, предварительно нагревая и уплотняя легкие хлопья. Затем компактор принудительно подает эту полурасплавленную массу непосредственно в экструдер.
Риск оценки: Недостаточное уплотнение приводит к скоплению материала внутри зоны подачи. Образование мостиков полностью останавливает поток полимера. Это приводит к нестабильной производительности, пульсациям на поверхности матрицы и ухудшению однородности гранул. Операторы должны убедиться, что размер двигателя уплотнителя соответствует желаемой часовой производительности.
Дробленый твердый пластик ведет себя как гравий. Они легко проходят через стандартные бункеры, но требуют агрессивной механики плавления. Использование сложных уплотнителей для этих материалов приводит к серьезной неэффективности эксплуатации.
Целевой материал: измельченный твердый пластик, включая бутылки из полиэтилена высокой плотности, отходы литьевого формования полипропилена, корпуса электроники из АБС-пластика и отходы полистирола.
Требуемый механизм: Положитесь на выделенных установки для гранулирования с жестким переизмельчением . В этих системах используются стандартные конструкции с бункерной подачей. Они часто включают в себя вертикальные силовые питатели или шнековые конвейеры, предназначенные для материалов с высокой насыпной плотностью. Большую часть работы по кормлению выполняет гравитация.
Риск оценки: не переоценивайте свое оборудование. Проведение 100% жесткого измельчения с помощью резака-компактора приводит к потере огромного количества электроэнергии. Это также ускоряет ненужный износ дорогих вращающихся лезвий. Выделенные жесткие линии поддерживают стабильную скорость подачи и потребляют гораздо меньше энергии на переработанный килограмм.
Преобразование механических характеристик в эксплуатационные результаты требует точности. Каждый Машина для гранулирования пластика имеет особые размеры, определяющие ее вычислительную мощность. Вы должны тщательно изучить геометрию экструдера, системы вентиляции и механику фильтрации.
Соотношение длины к диаметру (L/D) определяет время пребывания полимера внутри цилиндра. От этого зависит, насколько тщательно машина плавит и перемешивает пластик. Вы должны сопоставить это соотношение с вашими конкретными уровнями загрязнения.
Более короткие соотношения (например, 24:1 или 28:1) идеально подходят для чистых сухих постпромышленных отходов. Материал быстро плавится и требует минимального сдвига. Чрезмерная обработка чистого лома приводит к снижению его молекулярной массы.
И наоборот, сильно напечатанные или влажные бытовые отходы требуют более высоких коэффициентов. Соотношение L/D 32:1 или 36:1 обеспечивает достаточно места для двойных зон дегазации и секций агрессивного смешивания. Увеличенная длина цилиндра обеспечивает равномерную температуру расплава до того, как полимер достигнет фильерной головки.
Влага, поверхностные чернила и остаточные химикаты испаряются во время экструзии. Эти газы должны выйти из ствола, прежде чем попасть в гранулятор. Операторы выбирают между одинарными и двойными системами вакуумной дегазации в зависимости от расхода материала.
Сильно выстиранные сельскохозяйственные пленки или упаковка с интенсивным рисунком требуют двойной вентиляции. Высокопроизводительные жидкостно-кольцевые вакуумные насосы экстрагируют агрессивные летучие органические соединения (ЛОС). Вентиляционные отверстия должны иметь прочную конструкцию, предотвращающую выход расплавленного полимера вместе с газами.
Конечная метрика успеха остается строго визуальной и структурной. Вы должны уничтожить пузырьки газа (обычно называемые пустотами) в конечной грануле. Пустоты полностью нарушают структурную целостность. Пористые гранулы мгновенно разрушаются во время последующего литья под давлением или нанесения пленки с раздувом.
Фильтрация требует бесперебойного планирования производства. Постпотребительский пластик неизбежно содержит бумагу, алюминиевую фольгу, древесную щепу или неплавкие полимеры. Вы должны отфильтровать эти загрязнения из потока расплава.
Стандартные гидравлические устройства смены сит представляют собой традиционный подход. Они требуют, чтобы операторы ненадолго приостанавливали линию во время замены экрана. Двухпоршневые или лазерные фильтры непрерывного действия представляют собой автоматизированную альтернативу. Эти усовершенствованные системы автоматически удаляют загрязнения или перемещают поршни, не прерывая поток полимера.
Операторы должны сопоставлять операционный труд с первоначальными расходами на автоматизацию. Частая смена сит при сильно загрязненной загрузке снижает ежедневную производительность.
Тип системы фильтрации |
Оперативное прерывание |
Лучше всего подходит для |
Сложность обслуживания |
|---|---|---|---|
Стандартный гидравлический сменщик сит |
Требуется короткая пауза в строке |
Чистый постиндустриальный лом. |
Низкий — простая ручная смена экрана |
Двухпоршневой фильтр непрерывного действия |
Нулевое время простоя |
Промытые бытовые отходы |
Средний - требует замены уплотнения |
Лазерный/вращающийся дисковый фильтр |
Нулевое время простоя (автоматическое парсинг) |
Сильно загрязненные смеси бумаги и пластика |
Высокосложные автоматизированные приводы |
Оценка линии по переработке отходов выходит далеко за рамки механических характеристик. Вы должны оценить скрытые операционные риски и ограничения при реализации объекта. Здесь мы ориентируемся исключительно на механическую эффективность, занимаемую площадь и графики технического обслуживания. Игнорирование этих факторов гарантирует узкие места в рабочем процессе.
Потребление электроэнергии определяет ежедневную эксплуатационную жизнеспособность. Вы должны критически оценивать моторные приводы. Стандартные двигатели переменного тока (AC) обеспечивают надежную базовую производительность. Однако двигатели с синхронным моментом имеют значительно более высокие кривые эффективности. Они полностью устраняют потери на трение в коробке передач.
Изоляция ствола напрямую влияет на потребляемую мощность на килограмм перерабатываемого материала. Высококачественные керамические изоляционные рубашки стабилизируют внутреннюю температуру расплава. Они не позволяют окружающему заводскому воздуху охлаждать ствол. Эта простая функция значительно снижает нагрузку на электрические нагревательные элементы.
Прежде чем окончательно определиться с размещением оборудования, точно рассчитайте доступную площадь. Традиционные резервуары водяного охлаждения требуют значительного линейного пространства. Операторам приходится протягивать пластиковые нити через длинные ванны для достаточного охлаждения. Такая линейная планировка зачастую занимает до пятнадцати метров заводской длины.
Системы воздушного охлаждения лицевой поверхности занимают совершенно другую площадь. Они используют компактные вертикальные циклонные силосы для охлаждения пеллет. Это экономит огромное количество площади. Кроме того, вы должны оценить инфраструктуру охлаждения с замкнутым контуром. Убедитесь, что ваше предприятие соблюдает ежедневные ограничения по потреблению воды, необходимые для интенсивных систем гранулирования с водяным кольцом.
Незапланированные простои полностью разрушают производственные графики. Проанализируйте предположения о сроке службы критически важных вращающихся компонентов. Шнеки и цилиндры экструдера выдерживают огромное трение. Стандартная азотированная сталь быстро разрушается при обработке абразивных материалов.
Для абразивных применений необходимо указать биметаллические сплавы. Эти специальные обработки металла противостоят износу от песка, грязи или загрязнения стекловолокном гораздо лучше, чем стандартная сталь. Основной риск внедрения связан с логистикой запасных частей. Поиск запасных лезвий уплотнителя или матриц часто занимает восемь недель. Вы должны поддерживать местные запасы быстроизнашивающихся предметов, чтобы предотвратить паралич расширенной линии.
Переход от технических спецификаций к выбору поставщика требует строгой методологии. Не полагайтесь исключительно на глянцевые брошюры или идеализированные диаграммы пропускной способности. Используйте этот последовательный процесс проверки, чтобы немедленно исключить ненадежных поставщиков.
Тестирование по требованию (PoC): Никогда не приобретайте оборудование на основе теоретических данных. Потребуйте пробного запуска материала с использованием ваших конкретных пластиковых отходов. Во время этого испытания вы должны убедиться в стабильной производительности, стабильной температуре плавления и конечной плотности гранул. Запишите точную потребляемую силу тока во время испытания, чтобы подтвердить заявления об энергоэффективности.
Проверка соответствия и безопасности. Тщательно осмотрите электрические шкафы. Проверьте признанные сертификаты безопасности, соответствующие вашему региону. Ищите электрические панели, внесенные в список UL, или подлинные сертификаты CE. Проверьте местные нормы выбросов в отношении летучих органических соединений (ЛОС), выбрасываемых вакуумными насосами.
Внимательно изучите соглашения об уровне обслуживания (SLA). Тщательно оцените условия гарантии. Внимательно изучите возможности удаленной диагностики. Современные системы должны включать в себя интеграцию программируемого логического контроллера (ПЛК), позволяющую инженерам-производителям удаленно устранять неисправности программного обеспечения. Подтвердите наличие регионального технического специалиста для экстренного механического вмешательства.
Проверьте прозрачность цепочки поставок: спросите поставщиков об источниках их компонентов. Надежные производители используют всемирно признанные бренды для двигателей, инверторов и контакторов. Такая прозрачность гарантирует, что вы сможете приобрести запасные части электрооборудования на месте, не дожидаясь поставок за границу.
Выбор идеального оборудования для переработки требует точного соответствия между поступающими отходами и механической архитектурой. Правильное решение идеально сочетает в себе ограничения по входному материалу, требуемую чистоту окатышей и возможности предприятия. При работе с отработанными материалами вы должны уделять приоритетное внимание автоматизации фильтрации и эффективности дегазации.
Примите незамедлительные меры, используя следующие шаги. Строго документируйте точный состав материала. Обратите внимание на средний процент влажности, конкретные типы загрязнений и желаемые объемы производительности в час. Объедините эти данные, чтобы создать стандартизированный запрос предложений (RFP). Распространите этот запрос предложений среди потенциальных производителей, чтобы убедиться, что они делают ставки на основе вашей реальной операционной реальности, а не идеализированных сценариев.
О: Одноступенчатые машины оснащены одним экструдером и предназначены для чистых и сухих отходов промышленного производства. В двухступенчатых системах используется экструдерная установка «мать-ребенок». Они предлагают вторичную фильтрацию и расширенные зоны дегазации. Это делает двухступенчатые машины незаменимыми для обработки сильно запечатанных, влажных или загрязненных пластиков, бывших в употреблении.
Ответ: Резка водяными кольцами высокоавтоматизирована и идеально подходит для большинства применений полиэтилена и полипропилена. Это значительно снижает вмешательство оператора. Грануляция стренги предпочтительна для материалов с высокой вязкостью, таких как ПЭТ или жесткие конструкционные пластики. Пряди обеспечивают очень равномерный размер гранул и предотвращают размазывание поверхности матрицы.
О: Да, но обычно вы сталкиваетесь с серьезными эксплуатационными компромиссами. Система резака-компактора обрабатывает ограниченный процент жесткого измельченного материала, смешанного с пленкой. Однако пропускание 100% жестких хлопьев через уплотнитель остается крайне неэффективным. Выделенные линии обеспечивают гораздо лучшую эксплуатационную стабильность и энергоэффективность.