Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-06-23 Origine : Site

L’achat d’équipements de recyclage représente une dépense en capital à enjeux élevés pour toute installation. Les directeurs d'usine sont confrontés à une pression immense pour sélectionner des systèmes offrant un débit constant. Ils doivent éviter de paralyser les budgets opérationnels. Une inadéquation entre l’apport de matériaux et l’architecture de la machine dégrade la qualité finale des granulés. Cela entraîne également une consommation d’énergie excessive et des temps d’arrêt fréquents. Les installations ont souvent du mal à s’y retrouver dans les spécifications complexes des fournisseurs et dans les allégations de performances exagérées.
Nous avons conçu ce transparent de qualité commerciale guide de la machine de granulation du plastique pour vous aider à évaluer efficacement l'équipement. Vous apprendrez à adapter de manière transparente les profils de matériaux à des architectures spécifiques. Nous déballons les dimensions techniques de base requises pour une extrusion réussie. Enfin, nous explorons les risques critiques de mise en œuvre et fournissons un cadre rigoureux pour vérifier les fabricants d’équipements potentiels. Vous pouvez sélectionner des fournisseurs en toute confiance grâce à ces informations pratiques.
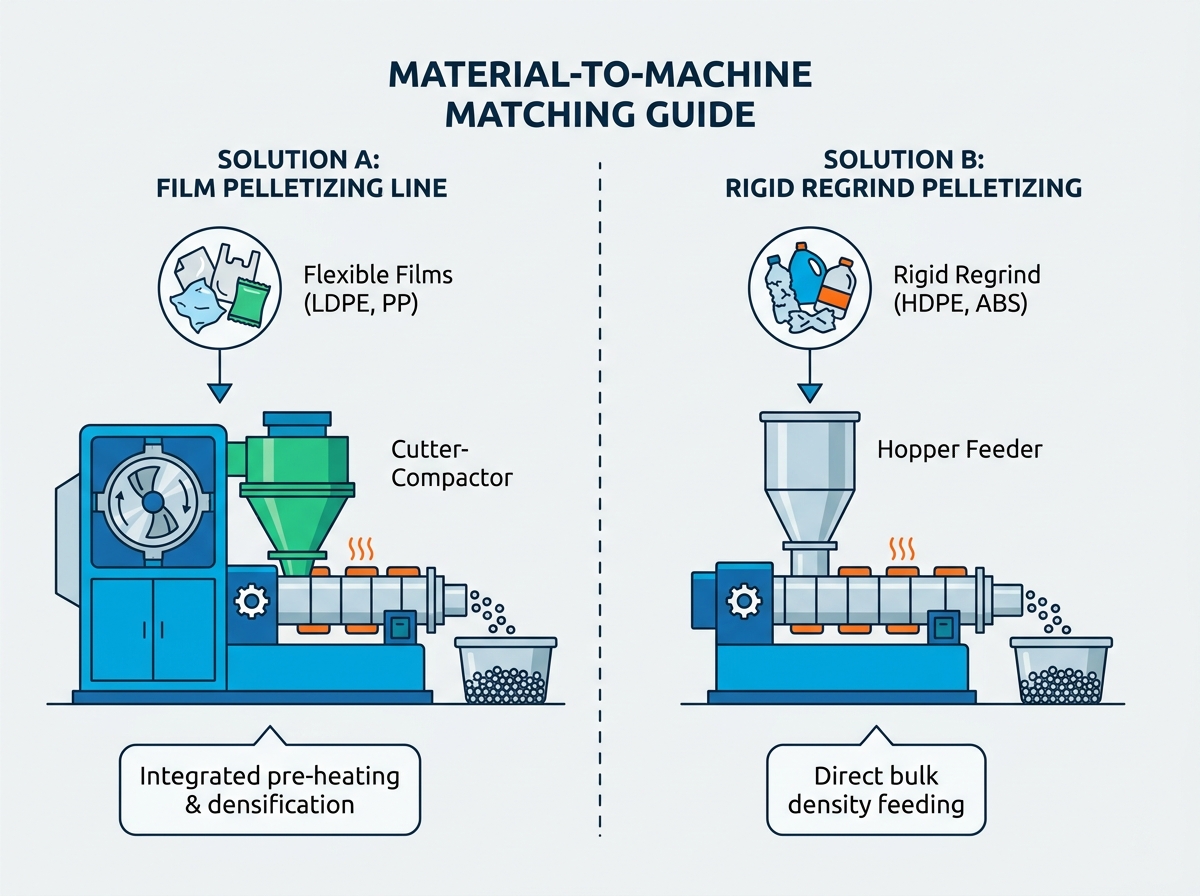
Le matériau dicte l'architecture : les films flexibles nécessitent des compacteurs-découpeurs intégrés, tandis qu'une configuration de granulation rigide rebroyée repose sur une alimentation par trémie standard et des conceptions de vis spécialisées.
La qualité des granulés dépend de la filtration et du dégazage : des niveaux élevés de contamination ou d'humidité nécessitent une double ventilation et des changeurs de tamis automatisés pour éviter la formation de vides et les temps d'arrêt.
Le TCO compte plus que les CapEx initiaux : la consommation d'énergie par kilogramme et la disponibilité locale des pièces de rechange (vis, barillets, lames) dictent la véritable rentabilité de la ligne de recyclage.
L’évaluation des équipements ne se fait jamais en vase clos. Vos critères de réussite dépendent entièrement des propriétés physiques, de la densité apparente et des niveaux de contamination des déchets entrants. Nous ne pouvons pas imposer des films légers dans un système conçu pour les bouteilles lourdes et écrasées. Comprendre le comportement des matériaux évite les échecs de traitement catastrophiques.
Les plastiques flexibles post-industriels et post-consommation présentent des défis d’alimentation uniques. Ces matériaux portent des charges statiques élevées et une densité apparente extrêmement faible. Les opérateurs doivent les traiter différemment des chutes rigides.
Matériau cible : LDPE, HDPE, films PP post-industriels ou post-consommation et sacs en raphia tissé.
Mécanisme requis : vous avez besoin d'un ligne de granulation de film dotée d'un coupeur-compacteur intégré. Ce grand tambour se trouve au-dessus de la vis de l'extrudeuse. Les lames rotatives génèrent des frictions, préchauffent et densifient les flocons légers. Le compacteur injecte ensuite de force cette masse semi-fondue directement dans l'extrudeuse.
Risque d'évaluation : Un compactage inadéquat provoque un pontage des matériaux à l'intérieur de la zone d'alimentation. Le pontage arrête complètement le flux de polymère. Cela conduit à un débit incohérent, à une augmentation au niveau de la face de la filière et à une uniformité dégradée des pellets. Les opérateurs doivent s’assurer que la taille du moteur du compacteur correspond au débit horaire souhaité.
Les plastiques durs broyés se comportent comme du gravier. Ils s'écoulent facilement dans des trémies standards mais nécessitent des mécanismes de fusion agressifs. L’utilisation de compacteurs complexes pour ces matériaux crée de graves inefficacités opérationnelles.
Matériau cible : plastiques durs broyés, notamment des bouteilles en PEHD, des déchets de moulage par injection en PP, des boîtiers électroniques en ABS et des chutes de PS.
Mécanisme requis : comptez sur des installations de granulation à rebroyage rigide . Ces systèmes utilisent des conceptions standard alimentées par trémie. Ils intègrent souvent des doseurs forcés verticaux ou des convoyeurs à vis conçus pour les matériaux à haute densité apparente. La gravité effectue l’essentiel du travail d’alimentation.
Risque d'évaluation : Ne spécifiez pas trop vos machines. Faire passer du rebroyé 100 % rigide dans un broyeur-compacteur gaspille d’énormes quantités d’électricité. Cela accélère également l’usure inutile des lames rotatives coûteuses. Des lignes rigides dédiées maintiennent des taux d'alimentation stables et consomment beaucoup moins d'énergie par kilogramme traité.
Traduire les caractéristiques mécaniques en résultats opérationnels nécessite de la précision. Chaque La machine de pelletisation du plastique présente des dimensions spécifiques dictant sa puissance de traitement. Vous devez examiner la géométrie de l'extrudeuse, les systèmes de ventilation et la mécanique de filtration.
Le rapport longueur/diamètre (L/D) détermine le temps de séjour du polymère à l'intérieur du cylindre. Il détermine dans quelle mesure la machine fond et mélange le plastique. Vous devez faire correspondre ce ratio à vos niveaux de contamination spécifiques.
Des ratios plus courts (comme 24:1 ou 28:1) conviennent parfaitement aux déchets post-industriels propres et secs. Le matériau fond rapidement et nécessite un cisaillement minimal. Un traitement excessif des déchets propres dégrade leur poids moléculaire.
À l’inverse, les déchets post-consommation fortement imprimés ou humides nécessitent des ratios plus longs. Un rapport L/D de 32 : 1 ou 36 : 1 offre suffisamment d'espace pour des zones de dégazage doubles et des sections de mélange agressives. La longueur allongée du canon garantit des températures de fusion uniformes avant que le polymère n'atteigne la tête de filière.
L'humidité, les encres de surface et les produits chimiques résiduels s'évaporent pendant l'extrusion. Ces gaz doivent s'échapper du fût avant d'atteindre le pelletiseur. Les opérateurs choisissent entre des systèmes de dégazage sous vide simple et double en fonction des apports de matériaux.
Les films agricoles fortement lavés ou les emballages fortement imprimés nécessitent une double ventilation. Les pompes à vide à anneau liquide de grande capacité extraient les composés organiques volatils (COV) agressifs. Les ports de ventilation doivent présenter une conception robuste empêchant le polymère fondu de s'échapper avec les gaz.
La mesure ultime du succès reste strictement visuelle et structurelle. Vous devez éradiquer les bulles de gaz (communément appelées vides) dans la pastille finale. Les vides compromettent complètement l’intégrité structurelle. Les granulés poreux échouent instantanément lors des applications ultérieures de moulage par injection ou de film soufflé.
La filtration impose une planification de production ininterrompue. Les plastiques post-consommation contiennent inévitablement du papier, du papier d’aluminium, des copeaux de bois ou des polymères infusibles. Vous devez filtrer ces contaminants du flux de fonte.
Les changeurs de tamis hydrauliques standard représentent l’approche traditionnelle. Ils obligent les opérateurs à suspendre brièvement la ligne pendant le remplacement de l'écran. Les filtres continus à double piston ou laser représentent l’alternative automatisée. Ces systèmes avancés éliminent automatiquement les contaminants ou déplacent les pistons sans interrompre le flux de polymère.
Les opérateurs doivent mettre en balance la main d’œuvre opérationnelle et les dépenses initiales d’automatisation. Les changements fréquents de tamis sur des charges hautement contaminées détruisent les rendements quotidiens.
Type de système de filtration |
Interruption opérationnelle |
Idéal pour |
Complexité de la maintenance |
|---|---|---|---|
Changeur de tamis hydraulique standard |
Nécessite une brève pause de ligne |
Déchets post-industriels propres |
Faible - échange d'écran manuel simple |
Filtre continu à double piston |
Zéro temps d'arrêt |
Déchets post-consommation lavés |
Moyen – nécessite le remplacement des joints |
Filtre laser/disque rotatif |
Zéro temps d'arrêt (grattage automatisé) |
Mélanges papier/plastique fortement contaminés |
Entraînements automatisés hautement complexes |
L’évaluation d’une ligne de recyclage va bien au-delà des spécifications mécaniques. Vous devez évaluer les risques opérationnels cachés et les contraintes de mise en œuvre des installations. Nous nous concentrons ici uniquement sur l’efficacité mécanique, les réalités de l’empreinte et les calendriers de maintenance. Ignorer ces facteurs garantit des goulots d'étranglement dans le flux de travail.
La consommation électrique dicte la viabilité opérationnelle quotidienne. Vous devez évaluer les entraînements motorisés de manière critique. Les moteurs à courant alternatif (AC) standard offrent des performances de base fiables. Cependant, les moteurs couple synchrones offrent des courbes de rendement largement supérieures. Ils éliminent entièrement les pertes par friction de la boîte de vitesses.
L’isolation du fût affecte directement la consommation d’énergie par kilogramme de matériau traité. Les gaines isolantes en céramique de haute qualité stabilisent les températures de fusion internes. Ils empêchent l'air ambiant de l'usine de refroidir le canon. Cette fonctionnalité simple réduit considérablement la charge de travail imposée aux éléments chauffants électriques.
Calculez avec précision votre surface au sol disponible avant de finaliser la disposition des équipements. Les réservoirs de refroidissement par eau traditionnels nécessitent un espace linéaire important. Les opérateurs doivent tirer les brins de plastique à travers de longs bains pour un refroidissement adéquat. Cette disposition linéaire consomme souvent jusqu'à quinze mètres de longueur en usine.
Les systèmes de refroidissement par air à face de matrice présentent une empreinte radicalement différente. Ils utilisent des silos cycloniques verticaux compacts pour refroidir les pellets. Cela permet d’économiser énormément d’espace au sol. De plus, vous devez évaluer l’infrastructure de refroidissement en boucle fermée. Assurez-vous que votre installation respecte les limites de consommation d’eau quotidienne requises par les systèmes intensifs de granulation à anneau d’eau.
Les temps d'arrêt imprévus détruisent complètement les calendriers de production. Analysez les hypothèses de durée de vie des composants rotatifs critiques. Les vis et les barillets de l’extrudeuse subissent d’immenses frictions. L'acier nitruré standard se dégrade rapidement lors du traitement de matériaux abrasifs.
Vous devez spécifier des alliages bimétalliques pour les applications abrasives. Ces traitements métalliques spécialisés résistent bien mieux à l’usure causée par le sable, la saleté ou la contamination par les fibres de verre que l’acier standard. Un risque majeur de mise en œuvre concerne la logistique des pièces de rechange. L'approvisionnement en lames de compacteur ou en plaques de matrice de remplacement prend souvent huit semaines. Vous devez maintenir des stocks locaux d'articles à forte usure pour éviter une paralysie prolongée des lignes.
Passer des spécifications techniques à la sélection des fournisseurs nécessite une méthodologie rigoureuse. Ne vous fiez pas uniquement aux brochures sur papier glacé ou aux graphiques de débit idéalisés. Utilisez ce processus de vérification séquentiel pour éliminer immédiatement les fournisseurs peu fiables.
Exigez des tests de preuve de concept (PoC) : n'achetez jamais d'équipement sur la base de données théoriques. Exigez un essai de matériau en utilisant vos déchets plastiques spécifiques. Vous devez vérifier un débit stable, des températures de fusion stables et la densité finale des granulés au cours de ce test. Enregistrez l’intensité exacte consommée pendant l’essai pour valider les allégations d’efficacité énergétique.
Vérifier la conformité et la sécurité : Inspecter rigoureusement les armoires électriques. Vérifiez les certifications de sécurité reconnues et appropriées à votre région. Recherchez des panneaux électriques répertoriés UL ou de véritables certifications CE. Vérifiez la conformité locale en matière d'émissions concernant les composés organiques volatils (COV) rejetés par les pompes à vide.
Examinez les accords de niveau de service (SLA) : évaluez méticuleusement les conditions de garantie. Examinez attentivement les capacités de diagnostic à distance. Les systèmes modernes doivent inclure des intégrations de contrôleurs logiques programmables (PLC) permettant aux ingénieurs des fabricants de dépanner les défauts logiciels à distance. Confirmer la disponibilité du technicien régional pour les interventions mécaniques d'urgence.
Vérifiez la transparence de la chaîne d'approvisionnement : interrogez les fournisseurs sur leur approvisionnement en composants. Les fabricants fiables utilisent des marques mondialement reconnues pour les moteurs, les onduleurs et les contacteurs. Cette transparence garantit que vous pouvez vous procurer des pièces électriques d’urgence localement au lieu d’attendre des expéditions à l’étranger.
La sélection de l’équipement de recyclage idéal nécessite un alignement précis entre vos déchets entrants et l’architecture mécanique. La bonne décision équilibre parfaitement les contraintes liées aux matières premières, la pureté requise des granulés et les capacités de l’installation. Vous devez donner la priorité à l’automatisation de la filtration et à l’efficacité du dégazage lors de la manipulation de matériaux post-consommation.
Prenez des mesures immédiates en suivant ces prochaines étapes. Documentez rigoureusement la composition exacte de votre matériau. Notez vos pourcentages d’humidité moyens, les types de contamination spécifiques et les volumes de production souhaités par heure. Consolidez ces données pour créer une demande de proposition (RFP) standardisée. Distribuez cet appel d'offres aux fabricants potentiels pour vous assurer qu'ils soumissionnent sur la base de votre réalité opérationnelle réelle, et non sur des scénarios idéalisés.
R : Les machines à un étage comportent une extrudeuse et sont conçues pour les déchets post-industriels propres et secs. Les systèmes à deux étages utilisent une configuration d’extrudeuse mère-bébé. Ils offrent une filtration secondaire et des zones de dégazage étendues. Cela rend les machines à deux étages essentielles pour les plastiques post-consommation fortement imprimés, humides ou contaminés.
R : La découpe à l'anneau d'eau est hautement automatisée et idéale pour la plupart des applications en PE et PP. Cela réduit considérablement l’intervention de l’opérateur. La granulation par brins est préférée pour les matériaux à haute viscosité comme le PET ou les plastiques techniques rigides. Les brins garantissent une taille de granulés très uniforme et empêchent les bavures sur la face de la filière.
R : Oui, mais vous êtes généralement confronté à de graves compromis opérationnels. Un système de coupe-compacteur traite un pourcentage limité de rebroyés rigides mélangés au film. Cependant, faire passer des flocons 100 % rigides dans un compacteur reste très inefficace. Les lignes dédiées offrent une stabilité opérationnelle et une efficacité énergétique bien meilleures.