Views: 0 Author: Site Editor Publish Time: 2026-06-23 Origin: Site

Purchasing recycling equipment represents a high-stakes capital expenditure for any facility. Plant managers face immense pressure to select systems delivering consistent throughput. They must avoid crippling operational budgets. A mismatch between material input and machine architecture degrades final pellet quality. It also triggers excessive energy consumption and frequent operational downtime. Facilities often struggle navigating complex vendor specifications and exaggerated performance claims.
We designed this transparent, commercial-grade plastic pelletizing machine guide to help you evaluate equipment effectively. You will learn to match material profiles to specific architectures seamlessly. We unpack the core technical dimensions required for successful extrusion. Finally, we explore critical implementation risks and provide a rigorous framework for vetting potential equipment manufacturers. You can confidently shortlist vendors using these practical insights.
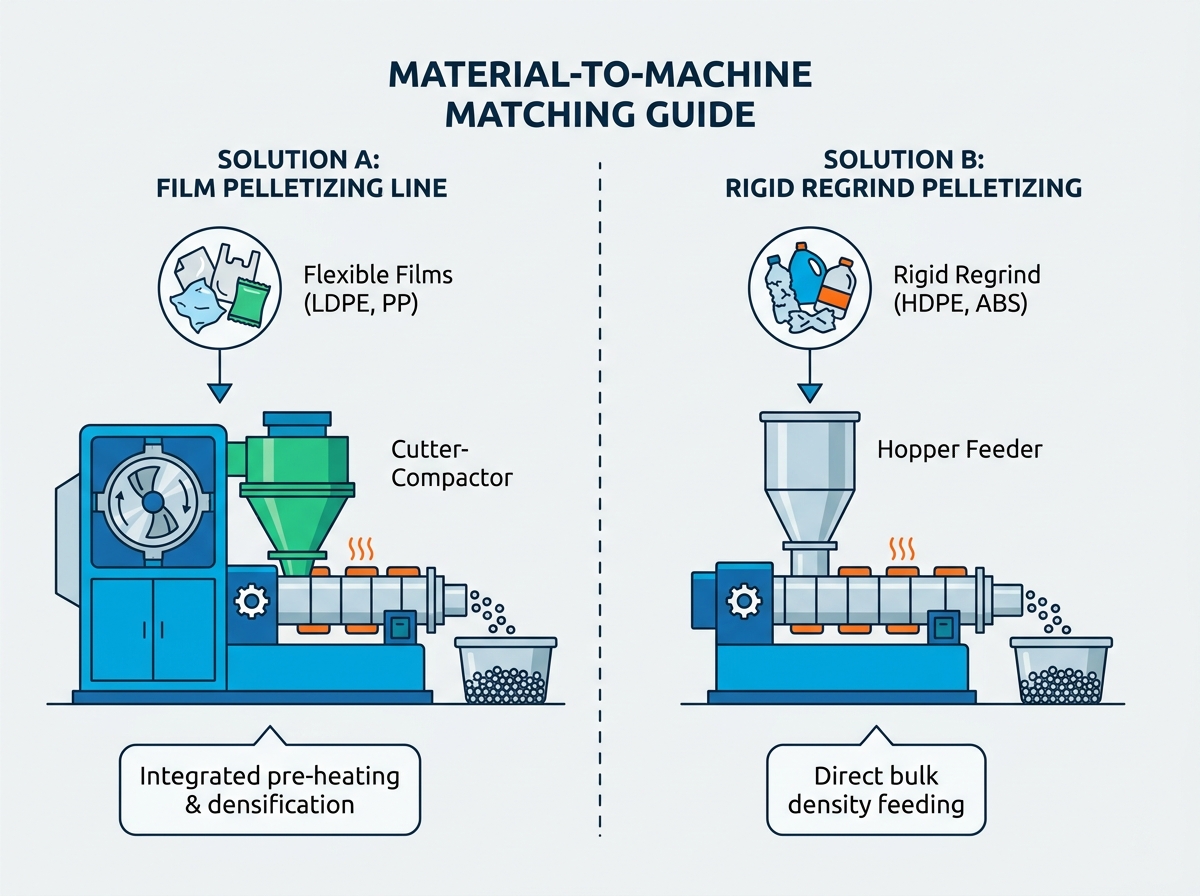
Material dictates the architecture: Flexible films require integrated cutter-compactors, while a rigid regrind pelletizing setup relies on standard hopper feeding and specialized screw designs.
Pellet quality hinges on filtration and degassing: High contamination or moisture levels require double-venting and automated screen changers to prevent void formation and downtime.
TCO matters more than initial CapEx: Energy consumption per kilogram and local availability of spare parts (screws, barrels, blades) dictate the true profitability of the recycling line.
Equipment evaluation never happens in a vacuum. Your success criteria depend entirely on the physical properties, bulk density, and contamination levels of the input waste. We cannot force lightweight films into a system built for heavy, crushed bottles. Understanding material behavior prevents catastrophic processing failures.
Post-industrial and post-consumer flexible plastics present unique feeding challenges. These materials carry high static charges and extremely low bulk density. Operators must process them differently than rigid scraps.
Target Material: Post-industrial or post-consumer LDPE, HDPE, PP films, and woven raffia bags.
Required Mechanism: You need a dedicated film pelletizing line featuring an integrated cutter-compactor. This large drum sits above the extruder screw. Rotating blades generate friction, pre-heating and densifying the lightweight flakes. The compactor then force-feeds this semi-molten mass directly into the extruder.
Evaluation Risk: Inadequate compaction causes material bridging inside the feeding zone. Bridging stops polymer flow entirely. This leads to inconsistent throughput, surging at the die face, and degraded pellet uniformity. Operators must ensure the compactor motor sizing matches their desired hourly throughput.
Crushed hard plastics behave like gravel. They flow easily through standard hoppers but require aggressive melting mechanics. Using complex compactors for these materials creates severe operational inefficiencies.
Target Material: Crushed hard plastics including HDPE bottles, PP injection molding waste, ABS electronic housings, and PS scraps.
Required Mechanism: Rely on dedicated rigid regrind pelletizing setups. These systems utilize standard hopper-fed designs. They often incorporate vertical force feeders or screw conveyors engineered for high bulk density materials. Gravity does most of the feeding work.
Evaluation Risk: Do not over-specify your machinery. Running 100% rigid regrind through a cutter-compactor wastes massive amounts of electricity. It also accelerates unnecessary wear on expensive rotating blades. Dedicated rigid lines maintain stable feeding rates and consume far less energy per processed kilogram.
Translating mechanical features into operational outcomes requires precision. Every Plastic Pelletizing Machine features specific dimensions dictating its processing power. You must scrutinize the extruder geometry, venting systems, and filtration mechanics.
The Length to Diameter (L/D) ratio determines polymer residence time inside the barrel. It dictates how thoroughly the machine melts and mixes the plastic. You must match this ratio to your specific contamination levels.
Shorter ratios (like 24:1 or 28:1) suit clean, dry post-industrial waste perfectly. The material melts quickly and requires minimal shear. Over-processing clean scrap degrades its molecular weight.
Conversely, heavily printed or damp post-consumer waste demands longer ratios. An L/D of 32:1 or 36:1 provides ample space for dual degassing zones and aggressive mixing sections. The extended barrel length ensures uniform melt temperatures before the polymer reaches the die head.
Moisture, surface inks, and residual chemicals vaporize during extrusion. These gases must escape the barrel before reaching the pelletizer. Operators choose between single and double vacuum degassing systems based on material inputs.
Heavily washed agricultural films or heavily printed packaging necessitate double-venting. High-capacity liquid ring vacuum pumps extract aggressive volatile organic compounds (VOCs). Vent ports must feature robust designs preventing molten polymer from escaping alongside the gases.
The ultimate success metric remains strictly visual and structural. You must eradicate gas bubbles (commonly called voids) in the final pellet. Voids compromise structural integrity completely. Porous pellets fail instantly during subsequent injection molding or blown film applications.
Filtration dictates uninterrupted production scheduling. Post-consumer plastics inevitably contain paper, aluminum foil, wood chips, or un-meltable polymers. You must filter these contaminants from the melt stream.
Standard hydraulic screen changers represent the traditional approach. They require operators to briefly pause the line during screen replacement. Continuous dual-piston or laser filters represent the automated alternative. These advanced systems backflush contaminants automatically or shift pistons without interrupting polymer flow.
Operators must weigh operational labor against upfront automation expenses. Frequent screen changes on highly contaminated loads destroy daily throughput yields.
Filtration System Type | Operational Interruption | Best Suited For | Maintenance Complexity |
|---|---|---|---|
Standard Hydraulic Screen Changer | Requires brief line pause | Clean, post-industrial scrap | Low - simple manual screen swapping |
Continuous Dual-Piston Filter | Zero downtime | Washed post-consumer waste | Medium - requires seal replacements |
Laser / Rotary Disc Filter | Zero downtime (automated scraping) | Highly contaminated paper/plastic mixtures | High - complex automated drives |
Evaluating a recycling line extends well beyond mechanical specifications. You must assess hidden operational risks and facility implementation constraints. We focus purely on mechanical efficiency, footprint realities, and maintenance schedules here. Ignoring these factors guarantees workflow bottlenecks.
Electrical consumption dictates daily operational viability. You must evaluate motor drives critically. Standard alternating current (AC) motors provide reliable baseline performance. However, synchronous torque motors offer vastly superior efficiency curves. They eliminate gearbox friction losses entirely.
Barrel insulation directly affects power draw per kilogram of processed material. High-quality ceramic insulation jackets stabilize internal melt temperatures. They prevent ambient factory air from cooling the barrel. This simple feature drastically reduces the workload placed on electrical heating elements.
Calculate your available floor space accurately before finalizing equipment layouts. Traditional water cooling tanks demand significant linear space. Operators must pull plastic strands across long baths for adequate cooling. This linear layout often consumes up to fifteen meters of factory length.
Die-face air cooling systems feature a drastically different footprint. They utilize compact, vertical cyclone silos to cool pellets. This saves massive amounts of floor space. Additionally, you must evaluate closed-loop cooling infrastructure. Ensure your facility handles the daily water consumption limits required by intensive water-ring pelletizing systems.
Unplanned downtime destroys production schedules completely. Analyze lifespan assumptions for critical rotating components. Extruder screws and barrels endure immense friction. Standard nitrided steel degrades rapidly when processing abrasive materials.
You must specify bimetallic alloys for abrasive applications. These specialized metal treatments resist wear from sand, dirt, or glass fiber contamination far better than standard steel. A major implementation risk involves spare part logistics. Sourcing replacement compactor blades or die plates often takes eight weeks. You must maintain local inventories of high-wear items to prevent extended line paralysis.
Moving from technical specifications to vendor selection requires a rigorous methodology. Do not rely solely on glossy brochures or idealized throughput charts. Use this sequential vetting process to eliminate unreliable suppliers immediately.
Demand Proof of Concept (PoC) Testing: Never purchase equipment based on theoretical data. Demand a material trial run utilizing your specific plastic waste. You must verify stable throughput, stable melt temperatures, and final pellet density during this test. Record the exact amperage draw during the trial to validate energy efficiency claims.
Verify Compliance and Safety: Inspect the electrical cabinets rigorously. Verify recognized safety certifications appropriate for your region. Look for UL-listed electrical panels or genuine CE certifications. Verify local emission compliance regarding volatile organic compounds (VOCs) exhausted from the vacuum pumps.
Scrutinize Service Level Agreements (SLAs): Evaluate warranty conditions meticulously. Review remote diagnostic capabilities carefully. Modern systems must include Programmable Logic Controller (PLC) integrations allowing manufacturer engineers to troubleshoot software faults remotely. Confirm regional technician availability for emergency mechanical interventions.
Check Supply Chain Transparency: Ask vendors about their component sourcing. Reliable manufacturers utilize globally recognized brands for motors, inverters, and contactors. This transparency guarantees you can source emergency electrical parts locally instead of waiting for overseas shipments.
Selecting the ideal recycling equipment demands precise alignment between your input waste and the mechanical architecture. The right decision balances input material constraints, required pellet purity, and facility capabilities perfectly. You must prioritize filtration automation and degassing efficiency when handling post-consumer materials.
Take immediate action using these next steps. Document your exact material composition rigorously. Note your average moisture percentages, specific contamination types, and desired output volumes per hour. Consolidate this data to create a standardized Request for Proposal (RFP). Distribute this RFP to potential manufacturers to ensure they bid on your actual operational reality, not idealized scenarios.
A: Single-stage machines feature one extruder and are designed for clean, dry post-industrial waste. Double-stage systems utilize a mother-baby extruder setup. They offer secondary filtration and extended degassing zones. This makes double-stage machines essential for heavily printed, moist, or contaminated post-consumer plastics.
A: Water-ring cutting is highly automated and ideal for most PE and PP applications. It reduces operator intervention significantly. Strand pelletizing is preferred for high-viscosity materials like PET or rigid engineering plastics. Strands ensure highly uniform pellet size and prevent die-face smearing.
A: Yes, but usually you face severe operational compromises. A cutter-compactor system handles a limited percentage of rigid regrind mixed with film. However, running 100% rigid flakes through a compactor remains highly inefficient. Dedicated lines yield much better operational stability and energy efficiency.