Language








Visualizações: 0 Autor: Editor do site Horário de publicação: 23/06/2026 Origem: Site

A compra de equipamentos de reciclagem representa um gasto de capital de alto risco para qualquer instalação. Os gerentes de fábrica enfrentam imensa pressão para selecionar sistemas que forneçam rendimento consistente. Devem evitar a paralisação dos orçamentos operacionais. Uma incompatibilidade entre a entrada de material e a arquitetura da máquina degrada a qualidade final do pellet. Também provoca um consumo excessivo de energia e frequentes paragens operacionais. As instalações muitas vezes têm dificuldade em lidar com especificações complexas de fornecedores e declarações exageradas de desempenho.
Projetamos este transparente e de nível comercial guia da máquina de pelotização de plástico para ajudá-lo a avaliar o equipamento de forma eficaz. Você aprenderá a combinar perfeitamente perfis de materiais com arquiteturas específicas. Desvendamos as principais dimensões técnicas necessárias para uma extrusão bem-sucedida. Por fim, exploramos riscos críticos de implementação e fornecemos uma estrutura rigorosa para avaliar potenciais fabricantes de equipamentos. Você pode selecionar fornecedores com segurança usando esses insights práticos.
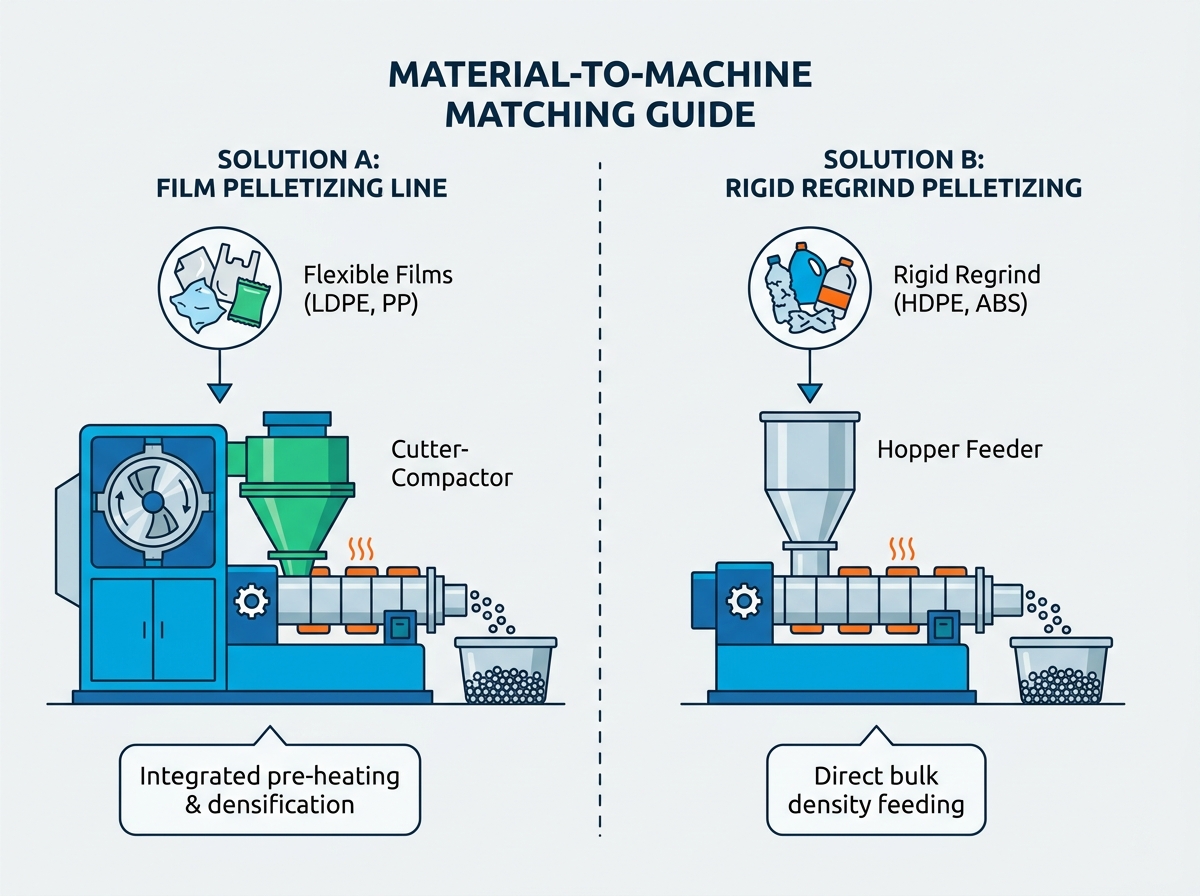
O material dita a arquitetura: filmes flexíveis requerem cortadores-compactadores integrados, enquanto uma configuração rígida de pelotização de material reciclado depende de alimentação de tremonha padrão e designs de rosca especializados.
A qualidade dos pellets depende da filtração e da desgaseificação: Altos níveis de contaminação ou umidade exigem ventilação dupla e trocadores de tela automatizados para evitar a formação de vazios e tempo de inatividade.
O TCO é mais importante do que o CapEx inicial: o consumo de energia por quilograma e a disponibilidade local de peças sobressalentes (parafusos, cilindros, lâminas) determinam a verdadeira rentabilidade da linha de reciclagem.
A avaliação do equipamento nunca acontece no vácuo. Seus critérios de sucesso dependem inteiramente das propriedades físicas, da densidade aparente e dos níveis de contaminação dos resíduos de entrada. Não podemos forçar filmes leves a um sistema construído para garrafas pesadas e amassadas. Compreender o comportamento do material evita falhas catastróficas no processamento.
Os plásticos flexíveis pós-industriais e pós-consumo apresentam desafios de alimentação únicos. Esses materiais carregam altas cargas estáticas e densidade aparente extremamente baixa. Os operadores devem processá-los de forma diferente das sucatas rígidas.
Material alvo: PEBD pós-industrial ou pós-consumo, filmes HDPE, PP e sacos de ráfia tecidos.
Mecanismo necessário: você precisa de um dedicado linha de pelotização de filme com cortador-compactador integrado. Este grande tambor fica acima da rosca da extrusora. As lâminas rotativas geram fricção, pré-aquecendo e densificando os flocos leves. O compactador então alimenta essa massa semifundida diretamente na extrusora.
Risco de avaliação: A compactação inadequada causa a formação de pontes de material dentro da zona de alimentação. A ponte interrompe totalmente o fluxo do polímero. Isso leva a um rendimento inconsistente, aumento na face da matriz e degradação da uniformidade do pellet. Os operadores devem garantir que o dimensionamento do motor do compactador corresponda à produtividade horária desejada.
Os plásticos duros triturados comportam-se como cascalho. Eles fluem facilmente através de funis padrão, mas exigem uma mecânica de fusão agressiva. O uso de compactadores complexos para esses materiais cria graves ineficiências operacionais.
Material alvo: Plásticos duros triturados, incluindo garrafas HDPE, resíduos de moldagem por injeção de PP, caixas eletrônicas ABS e sucatas de PS.
Mecanismo necessário: Confie em dedicado configurações de pelotização de material reciclado rígido . Esses sistemas utilizam projetos padrão alimentados por funil. Eles geralmente incorporam alimentadores forçados verticais ou transportadores helicoidais projetados para materiais de alta densidade aparente. A gravidade faz a maior parte do trabalho de alimentação.
Risco de avaliação: Não especifique demais seu maquinário. A execução de material reciclado 100% rígido através de um cortador-compactador desperdiça enormes quantidades de eletricidade. Também acelera o desgaste desnecessário em lâminas rotativas caras. Linhas rígidas dedicadas mantêm taxas de alimentação estáveis e consomem muito menos energia por quilograma processado.
A tradução de características mecânicas em resultados operacionais requer precisão. Todo A Pelotizadora de Plástico apresenta dimensões específicas que determinam seu poder de processamento. Você deve examinar minuciosamente a geometria da extrusora, os sistemas de ventilação e a mecânica de filtração.
A relação comprimento/diâmetro (L/D) determina o tempo de residência do polímero dentro do cilindro. Ele determina o quão bem a máquina derrete e mistura o plástico. Você deve combinar essa proporção com seus níveis de contaminação específicos.
Proporções mais curtas (como 24:1 ou 28:1) adequam-se perfeitamente aos resíduos pós-industriais limpos e secos. O material derrete rapidamente e requer cisalhamento mínimo. O processamento excessivo de sucata limpa degrada seu peso molecular.
Por outro lado, resíduos pós-consumo muito impressos ou úmidos exigem proporções mais longas. Um L/D de 32:1 ou 36:1 oferece amplo espaço para zonas duplas de desgaseificação e seções de mistura agressivas. O comprimento estendido do cilindro garante temperaturas de fusão uniformes antes que o polímero atinja a cabeça da matriz.
Umidade, tintas de superfície e produtos químicos residuais vaporizam durante a extrusão. Esses gases devem escapar do barril antes de chegar ao peletizador. Os operadores escolhem entre sistemas de desgaseificação a vácuo simples e duplo com base nas entradas de materiais.
Filmes agrícolas muito lavados ou embalagens muito impressas necessitam de ventilação dupla. As bombas de vácuo de anel líquido de alta capacidade extraem compostos orgânicos voláteis (VOCs) agressivos. As portas de ventilação devem apresentar designs robustos, evitando que o polímero fundido escape junto com os gases.
A métrica final de sucesso permanece estritamente visual e estrutural. Você deve erradicar as bolhas de gás (comumente chamadas de vazios) no pellet final. Os vazios comprometem completamente a integridade estrutural. Pellets porosos falham instantaneamente durante aplicações subsequentes de moldagem por injeção ou filme soprado.
A filtragem determina uma programação de produção ininterrupta. Os plásticos pós-consumo contêm inevitavelmente papel, folha de alumínio, aparas de madeira ou polímeros que não podem ser fundidos. Você deve filtrar esses contaminantes do fluxo de fusão.
Os trocadores de tela hidráulicos padrão representam a abordagem tradicional. Eles exigem que os operadores pausem brevemente a linha durante a substituição da tela. Filtros contínuos de pistão duplo ou laser representam a alternativa automatizada. Esses sistemas avançados fazem backflush de contaminantes automaticamente ou deslocam os pistões sem interromper o fluxo do polímero.
Os operadores devem pesar a mão de obra operacional em relação às despesas iniciais de automação. Mudanças freqüentes de tela em cargas altamente contaminadas destroem o rendimento diário.
Tipo de sistema de filtragem |
Interrupção Operacional |
Mais adequado para |
Complexidade de manutenção |
|---|---|---|---|
Trocador de tela hidráulica padrão |
Requer breve pausa na linha |
Sucata limpa e pós-industrial |
Baixo - troca manual simples de tela |
Filtro Contínuo de Pistão Duplo |
Tempo de inatividade zero |
Resíduos pós-consumo lavados |
Médio - requer substituição de vedações |
Filtro de disco laser/rotativo |
Tempo de inatividade zero (raspagem automatizada) |
Misturas de papel/plástico altamente contaminadas |
Unidades automatizadas de alta complexidade |
A avaliação de uma linha de reciclagem vai muito além das especificações mecânicas. Você deve avaliar os riscos operacionais ocultos e as restrições de implementação das instalações. Nós nos concentramos puramente na eficiência mecânica, na realidade da área ocupada e nos cronogramas de manutenção aqui. Ignorar esses fatores garante gargalos no fluxo de trabalho.
O consumo elétrico determina a viabilidade operacional diária. Você deve avaliar criticamente os acionamentos do motor. Os motores de corrente alternada (CA) padrão fornecem desempenho de linha de base confiável. No entanto, os motores de torque síncronos oferecem curvas de eficiência muito superiores. Eles eliminam totalmente as perdas por fricção na caixa de engrenagens.
O isolamento do barril afeta diretamente o consumo de energia por quilograma de material processado. Revestimentos de isolamento cerâmico de alta qualidade estabilizam as temperaturas internas de fusão. Eles evitam que o ar ambiente da fábrica resfrie o cano. Este recurso simples reduz drasticamente a carga de trabalho colocada nos elementos de aquecimento elétrico.
Calcule o espaço disponível com precisão antes de finalizar os layouts dos equipamentos. Os tanques tradicionais de resfriamento de água exigem espaço linear significativo. Os operadores devem puxar os fios de plástico através de banhos longos para um resfriamento adequado. Esse layout linear geralmente consome até quinze metros de comprimento de fábrica.
Os sistemas de resfriamento de ar moldados apresentam uma pegada drasticamente diferente. Eles utilizam silos ciclônicos verticais e compactos para resfriar pellets. Isso economiza enormes quantidades de espaço. Além disso, você deve avaliar a infraestrutura de refrigeração em circuito fechado. Garanta que sua instalação atenda aos limites diários de consumo de água exigidos pelos sistemas intensivos de pelotização de anel de água.
O tempo de inatividade não planejado destrói completamente os cronogramas de produção. Analise as suposições de vida útil para componentes rotativos críticos. Os parafusos e cilindros da extrusora suportam imenso atrito. O aço nitretado padrão degrada-se rapidamente ao processar materiais abrasivos.
Você deve especificar ligas bimetálicas para aplicações abrasivas. Esses tratamentos metálicos especializados resistem ao desgaste causado por areia, sujeira ou contaminação por fibra de vidro muito melhor do que o aço padrão. Um grande risco de implementação envolve a logística de peças sobressalentes. A aquisição de lâminas compactadoras ou placas de matriz de reposição geralmente leva oito semanas. Você deve manter estoques locais de itens de alto desgaste para evitar paralisação prolongada da linha.
Passar das especificações técnicas para a seleção de fornecedores requer uma metodologia rigorosa. Não confie apenas em folhetos brilhantes ou gráficos de rendimento idealizados. Use este processo de verificação sequencial para eliminar imediatamente fornecedores não confiáveis.
Teste de Prova de Conceito (PoC) de Demanda: Nunca compre equipamentos com base em dados teóricos. Exija um teste de material utilizando seus resíduos plásticos específicos. Você deve verificar o rendimento estável, as temperaturas de fusão estáveis e a densidade final do pellet durante este teste. Registre o consumo exato de amperagem durante o teste para validar as declarações de eficiência energética.
Verifique a conformidade e a segurança: Inspecione rigorosamente os gabinetes elétricos. Verifique as certificações de segurança reconhecidas e apropriadas para sua região. Procure painéis elétricos listados pela UL ou certificações CE genuínas. Verifique a conformidade local de emissões em relação aos compostos orgânicos voláteis (VOCs) exaurido das bombas de vácuo.
Examine os acordos de nível de serviço (SLAs): avalie meticulosamente as condições de garantia. Revise cuidadosamente os recursos de diagnóstico remoto. Os sistemas modernos devem incluir integrações com Controlador Lógico Programável (PLC), permitindo que os engenheiros do fabricante solucionem falhas de software remotamente. Confirme a disponibilidade do técnico regional para intervenções mecânicas de emergência.
Verifique a transparência da cadeia de suprimentos: pergunte aos fornecedores sobre o fornecimento de componentes. Fabricantes confiáveis utilizam marcas mundialmente reconhecidas para motores, inversores e contatores. Essa transparência garante que você possa adquirir peças elétricas de emergência localmente, em vez de esperar por remessas para o exterior.
A seleção do equipamento de reciclagem ideal exige um alinhamento preciso entre os resíduos de entrada e a arquitetura mecânica. A decisão certa equilibra perfeitamente as restrições de material de entrada, a pureza necessária do pellet e as capacidades da instalação. Você deve priorizar a automação da filtragem e a eficiência da desgaseificação ao manusear materiais pós-consumo.
Tome medidas imediatas usando estas próximas etapas. Documente rigorosamente a composição exata do seu material. Anote suas porcentagens médias de umidade, tipos específicos de contaminação e volumes de produção desejados por hora. Consolide esses dados para criar uma Solicitação de Proposta (RFP) padronizada. Distribua esta RFP a fabricantes em potencial para garantir que eles façam propostas de acordo com sua realidade operacional real, e não em cenários idealizados.
R: As máquinas de estágio único apresentam uma extrusora e são projetadas para resíduos pós-industriais limpos e secos. Os sistemas de duplo estágio utilizam uma configuração de extrusora mãe-bebê. Eles oferecem filtração secundária e zonas estendidas de desgaseificação. Isso torna as máquinas de dois estágios essenciais para plásticos pós-consumo altamente impressos, úmidos ou contaminados.
R: O corte do anel de água é altamente automatizado e ideal para a maioria das aplicações de PE e PP. Reduz significativamente a intervenção do operador. A pelotização de fios é preferida para materiais de alta viscosidade, como PET ou plásticos rígidos de engenharia. Os fios garantem um tamanho de pellet altamente uniforme e evitam manchas na face da matriz.
R: Sim, mas normalmente você enfrenta sérios comprometimentos operacionais. Um sistema cortador-compactador lida com uma porcentagem limitada de material reciclado rígido misturado com filme. No entanto, passar flocos 100% rígidos através de um compactador permanece altamente ineficiente. Linhas dedicadas proporcionam estabilidade operacional e eficiência energética muito melhores.