Language








Visualizações: 0 Autor: Editor do site Horário de publicação: 16/06/2026 Origem: Site

Entendendo como um O trabalho da Peletizadora de Plástico vai além de um simples exercício técnico. Ele serve como base absoluta para determinar o rendimento de reciclagem, despesas operacionais e viabilidade do produto final. Este equipamento vital transforma resíduos plásticos contaminados ou de baixa densidade em pellets uniformes e de alta densidade, prontos para fabricação. Os operadores da planta contam com ele para resgatar materiais descartados. Eles os reintegram perfeitamente na cadeia de abastecimento global. Uma máquina bem configurada garante qualidade de saída consistente. Ele também mantém pressões de fusão estáveis durante a operação. Este guia serve como um modelo de fase de decisão para gestores de fábricas e investidores em reciclagem. Nós o ajudaremos a avaliar a mecânica do equipamento em relação aos seus requisitos específicos de produção. Você aprenderá a otimizar as operações diárias. Você também descobrirá como selecionar as tecnologias exatas adequadas para sua instalação de reciclagem específica.
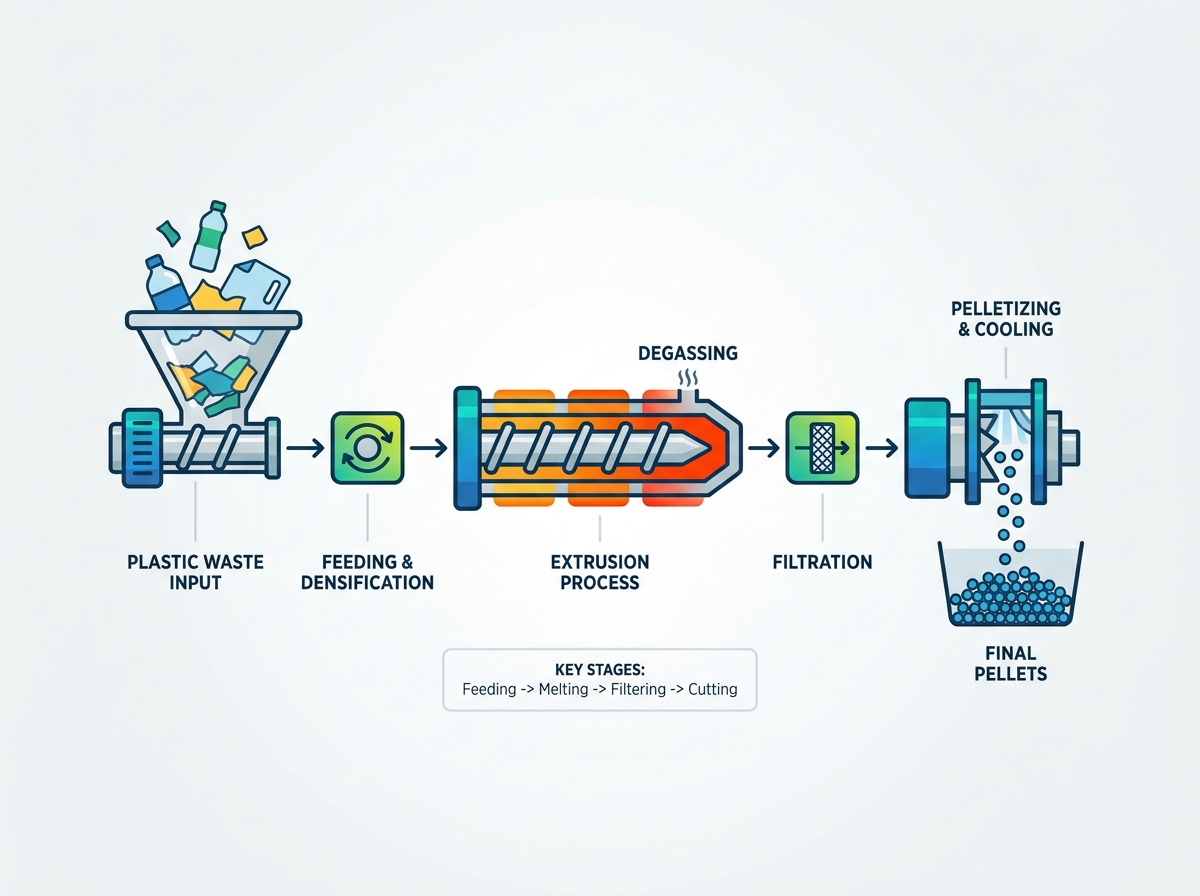
O processo de pelotização de plástico depende de uma sequência de alimentação, fusão, desgaseificação, filtração e corte de precisão para determinar a qualidade final do pellet.
A configuração do equipamento deve corresponder à entrada do material – uma linha de pelotização de PP PE requer mecanismos de alimentação e desgaseificação diferentes de um de pelotização de flocos de PET . sistema
A escolha entre corte de fio, anel de água e pelotização subaquática impacta diretamente a uniformidade do pellet, a velocidade de resfriamento e os custos de manutenção contínua.
Avaliar uma máquina requer olhar além da capacidade de produção para incluir o consumo de energia (kWh/kg), estabilidade da pressão de fusão e capacidades de automação.
Um sucesso o processo de pelotização de plástico segue uma sequência operacional rigorosa. Cada fase se baseia na anterior. Uma falha na alimentação interromperá o derretimento. O derretimento deficiente sobrecarregará o sistema de filtração. Descrevemos as cinco etapas essenciais abaixo.
Alimentação e Densificação: O material entra primeiro no sistema. Você deve combinar o mecanismo de alimentação com o tipo de material. A alimentação padrão da tremonha funciona perfeitamente para material reciclado rígido. Pedaços pesados de plástico caem facilmente no parafuso. Filmes ou espumas leves se comportam de maneira diferente. Eles flutuam e passam em tremonhas padrão. Você precisa de um cortador-compactador integrado para esses materiais flexíveis. O compactador usa lâminas giratórias para cortar, aquecer e densificar a penugem. Em seguida, força esse material pesado diretamente na extrusora.
Extrusão e Plastificação: O cilindro do parafuso executa a função de fusão do núcleo. O material viaja através de múltiplas zonas de calor. No entanto, os aquecedores externos fornecem apenas uma parte da energia necessária. O parafuso giratório gera intensa força de cisalhamento. Este atrito mecânico é responsável pela maior parte do processo de fusão. O plástico sólido transita lentamente para um fundido homogêneo. O design adequado do parafuso evita a degradação do material durante esta fase.
Desgaseificação (Ventilação): Plásticos contaminados transportam umidade, tintas e gases voláteis. Essas impurezas vaporizam dentro do barril aquecido. Você deve removê-los imediatamente. Os gases aprisionados criam pellets ocos ou quebradiços. As extrusoras usam zonas de desgaseificação a vácuo para extrair esses vapores. Materiais levemente impressos podem precisar apenas de uma única zona de vácuo. Filmes muito lavados ou altamente impressos requerem desgaseificação dupla a vácuo.
Filtração: Impurezas sólidas inevitavelmente entram no fluxo de fusão. Você encontrará papel, madeira, alumínio ou plástico não derretido. Os filtros derretidos, conhecidos como trocadores de tela, bloqueiam esses contaminantes. Eles sentam-se bem diante do cabeçote. Os trocadores de tela garantem pureza absoluta do fundido. Os derretimentos limpos evitam bloqueios nas matrizes e garantem produtos finais de alta qualidade.
Pelotização (corte) e resfriamento: O sistema empurra o polímero fundido limpo através de uma matriz especializada. As lâminas industriais cortam os fios ou bolhas de extrusão em grânulos uniformes. O sistema resfria imediatamente esses grânulos quentes. Banhos-maria ou anéis de água baixam rapidamente a temperatura. Finalmente, os secadores centrífugos removem o excesso de umidade antes do armazenamento.
Não é possível usar uma configuração de máquina universal para todos os polímeros. Diferentes plásticos exigem ambientes de processamento radicalmente diferentes. A arquitetura do equipamento deve refletir exatamente a sua entrada de material.
As embalagens flexíveis apresentam desafios de processamento únicos. Os filmes de polipropileno (PP) e polietileno (PE) apresentam densidade aparente extremamente baixa. Eles também retêm altos níveis de umidade após a lavagem. Um dedicado A linha de pelotização PP PE requer preparação inicial especializada. Você não pode simplesmente colocar filme úmido em uma extrusora.
Você precisa de um cortador-compactador para lidar com esses problemas. O compactador atua como uma zona tampão. Pré-aquece o filme úmido por meio de fricção mecânica. Ele elimina a umidade da superfície antes do início da extrusão. O processo de densificação cria uma alimentação estável e pesada. Esta alimentação consistente evita o aumento. Isso garante que a extrusora mantenha uma taxa de saída constante.
O processamento de tereftalato de polietileno (PET) requer uma engenharia totalmente diferente. PET exibe severa sensibilidade à degradação hidrolítica. Qualquer umidade presente durante a fusão destruirá as cadeias poliméricas. Isto reduz rapidamente a Viscosidade Intrínseca (IV). IV baixo torna os pellets finais inúteis para a fabricação de garrafas ou folhas.
UM O sistema de pelotização de flocos de PET exige um pré-processamento intenso. Você deve instalar unidades de cristalização especializadas. Os sistemas intensos de pré-secagem removem a umidade profunda. Além disso, a configuração da extrusora é diferente. Recomendamos projetos especializados de parafuso duplo. Extrusoras avançadas de parafuso único com capacidade de alto vácuo também funcionam. Esses projetos extraem gases de forma agressiva para manter níveis rigorosos de IV.
Requisito de processamento |
Filmes PP/PE |
Flocos PET |
|---|---|---|
Desafio de densidade aparente |
Alto (requer compactador) |
Baixo (alimentação padrão funciona) |
Sensibilidade à umidade |
Moderado (causa espuma) |
Extremo (causa queda de IV) |
Configuração do parafuso |
Parafuso Único |
Parafuso Duplo ou Único Especializado |
Necessidades de pré-secagem |
Mínimo (manuseado pelo compactador) |
Obrigatório (é necessário cristalizador) |
O método de corte determina o formato final do pellet. Também influencia suas rotinas diárias de manutenção. Você deve avaliar cuidadosamente essas três tecnologias primárias.
Pelotização de fios:
Como funciona: A extrusora empurra o material fundido através de uma matriz para formar fios longos. Um longo banho-maria esfria esses fios. Uma faca rotativa puxa e corta-os em pequenos cilindros.
Melhor para: Materiais altamente viscosos. PET e plásticos de engenharia apresentam excelente desempenho aqui. Requer despesas de capital iniciais mais baixas. No entanto, os operadores devem enfiar manualmente os fios quebrados.
Pelotização com anel de água (face da matriz):
Como funciona: As lâminas rotativas ficam rentes à face da matriz. Eles cortaram o hot melt imediatamente após a saída. As lâminas giratórias lançam os pellets quentes para fora, em um anel de água de resfriamento circulante.
Melhor para: Poliolefinas padrão como PP e PE. Este sistema funciona de forma altamente automática. Exige uma área de fábrica muito menor. Elimina completamente os riscos de quebra dos fios.
Pelotização Subaquática (UWP):
Como funciona: Todo o processo de corte ocorre totalmente submerso em água. O fundido sai da matriz diretamente para uma câmara de água. As lâminas cortam o polímero, criando instantaneamente pellets perfeitamente esféricos.
Melhor para: Linhas de produção de alta capacidade. Ele lida com derretimentos de baixa viscosidade sem esforço. Produz micropelotas premium.
Fator de risco: Acarreta um alto custo de capital. Também requer treinamento complexo do operador. O congelamento do furo continua sendo um risco operacional constante.
Você deve olhar além dos números básicos de capacidade. O verdadeiro valor da máquina reside na durabilidade dos componentes e no design inteligente. Avaliar a qualidade do hardware protege a estabilidade da produção a longo prazo.
O parafuso e o cilindro sofrem desgaste mecânico contínuo. Os plásticos rígidos agem como abrasivos. Contaminantes como areia ou fibras de vidro aceleram esses danos. O aço padrão degrada-se rapidamente sob estas condições. Você deve insistir em tratamentos bimetálicos. Revestimentos especializados de nitreto também resistem à abrasão extrema. A metalurgia atualizada prolonga significativamente a vida útil de seus componentes principais.
Os trocadores de tela determinam seus requisitos de mão de obra. Os trocadores de tela hidráulicos manuais ou básicos custam menos inicialmente. No entanto, eles forçam você a interromper a produção durante as mudanças. Os sistemas de filtragem contínua oferecem uma abordagem melhor. Filtros a laser ou sistemas automatizados de backflush limpam-se sozinhos. Eles removem os resíduos sólidos sem interromper o fluxo do fundido. Você troca custos iniciais mais elevados por tempo de atividade contínuo e demandas de mão de obra reduzidas.
O consumo de eletricidade domina suas despesas operacionais. Você deve monitorar o kWh necessário para produzir um quilograma de pellets. Máquinas de alta qualidade utilizam isolamento avançado de aquecimento e resfriamento. Eles implantam acionamentos de motor premium. Inversores de marcas como Siemens ou ABB regulam a potência com precisão. Esses componentes projetam custos operacionais mais baixos no longo prazo e melhores margens de lucro.
As máquinas industriais devem proteger sua força de trabalho. Intertravamentos de segurança essenciais impedem o acesso a peças móveis. As certificações CE ou UL verificam a integridade elétrica e estrutural. Os alojamentos fechados das lâminas impedem o contato acidental do operador. Atender a esses padrões de conformidade industrial reduz a responsabilidade e garante um ambiente de fábrica seguro.
A aquisição do equipamento representa apenas a primeira fase. A implementação traz realidades operacionais específicas. Você precisa de uma estratégia clara para gerenciar a transição de forma eficaz.
Sistemas altamente automatizados reduzem o número geral de funcionários. No entanto, eles mudam suas necessidades de mão de obra. Você não precisa mais de trabalhadores manuais para carregar as tremonhas. Em vez disso, você precisa de técnicos qualificados. Esses funcionários devem solucionar problemas complexos de sistemas PLC IHM. Eles precisam entender as curvas de pressão de fusão e as flutuações de temperatura. Você deve investir pesadamente no treinamento inicial do operador.
Você não pode escapar da manutenção de rotina. As lâminas industriais ficam cegas rapidamente. Você deve seguir cronogramas rígidos de afiação e substituição. Os intervalos de mudança de tela determinam seu ritmo diário. Ignore esses cronogramas e a qualidade do seu pellet irá despencar. Crie janelas de manutenção previsíveis em seu calendário de produção.
Não compre configurações prontas para uso às cegas. Ao avaliar seu Linha de pelotização PP PE ou qualquer outro sistema, siga esta lógica:
Defina seu material de entrada exato. Observe com precisão a densidade aparente, a porcentagem de umidade e os níveis de contaminação.
Defina sua meta de saída. Especifique os requisitos da MFI, o formato desejado do pellet e a produtividade horária exata.
Exija testes de prova de conceito. Fabricantes respeitáveis realizarão testes usando seus resíduos reais. Nunca finalize uma compra sem analisar essas pelotas de teste.
Uma máquina de pelotização de plástico opera como um sistema totalmente integrado. As etapas de alimentação, fusão e corte devem estar perfeitamente alinhadas com o polímero alvo. Você não pode forçar materiais inadequados por meio de uma configuração genérica. O sucesso exige combinar a engenharia mecânica com as realidades materiais.
Incentivamos você a auditar seu volume de sucata hoje mesmo. Reúna os engenheiros da sua planta e analise os gargalos atuais. Entre em contato com fabricantes de equipamentos estabelecidos para discutir os parâmetros específicos do seu material. Solicite uma análise detalhada do custo por tonelada em duas ou três configurações de máquinas personalizadas. Esta abordagem baseada em dados garante um investimento bem sucedido na reciclagem.
R: Uma máquina de pelotização de alta qualidade normalmente dura de 10 a 15 anos. Essa vida útil depende inteiramente de uma manutenção consistente. Você deve substituir peças de desgaste como lâminas, telas e faixas de aquecimento regularmente. Operar com materiais altamente abrasivos reduz a vida útil do parafuso e do cilindro. A lubrificação adequada e as inspeções diárias garantem a máxima longevidade.
R: As máquinas padrão enfrentam ambos. Os plásticos rígidos requerem uma alimentação simples por funil. Filmes flexíveis flutuam e formam pontes, exigindo um cortador-compactador. O processamento eficaz de ambos requer uma máquina híbrida especializada. Deve apresentar mecanismos de alimentação intercambiáveis. No entanto, linhas dedicadas para cada tipo de material geralmente proporcionam melhor eficiência e estabilidade.
R: A umidade se transforma em vapor dentro do cilindro da extrusora. Este gás aprisionado causa forte formação de espuma na cabeça da matriz. Ele cria pellets ocos e quebradiços. Para materiais sensíveis como o PET, a umidade quebra as cadeias poliméricas, destruindo as propriedades mecânicas. Sistemas adequados de pré-secagem e desgaseificação a vácuo robustos continuam críticos para materiais úmidos.
R: Uma máquina de estágio único usa um cilindro extrusor. Uma máquina de dois estágios conecta uma extrusora primária a uma secundária. Usamos sistemas de dois estágios para materiais altamente contaminados ou fortemente impressos. O barril secundário permite uma etapa de filtração extra e ventilação adicional de gás. Isto garante pureza máxima para fluxos de resíduos difíceis.