Language








Görüntüleme: 0 Yazar: Site Editörü Yayınlanma Zamanı: 2026-06-16 Kaynak: Alan

Nasıl bir şey olduğunu anlamak Plastik Peletleme Makinesi çalışmaları basit bir teknik çalışmanın ötesine geçer. Geri dönüşüm veriminizi, operasyonel genel giderinizi ve nihai ürünün uygulanabilirliğini belirlemek için mutlak temel görevi görür. Bu hayati ekipman, kirlenmiş veya düşük yoğunluklu plastik atıkları üretime hazır, tekdüze, yüksek yoğunluklu peletlere dönüştürür. Tesis operatörleri hurda malzemeleri kurtarmak için buna güveniyor. Bunları küresel tedarik zincirine sorunsuz bir şekilde yeniden entegre ediyorlar. İyi yapılandırılmış bir makine, tutarlı çıktı kalitesi sağlar. Ayrıca çalışma sırasında sabit erime basınçlarını korur. Bu kılavuz, tesis yöneticileri ve geri dönüşüm yatırımcıları için karar aşaması planı görevi görmektedir. Ekipman mekaniğini özel üretim gereksinimlerinize göre değerlendirmenize yardımcı olacağız. Günlük operasyonları optimize etmeyi öğreneceksiniz. Ayrıca, spesifik geri dönüşüm tesisinize uygun teknolojilerin tam olarak nasıl seçileceğini de keşfedeceksiniz.
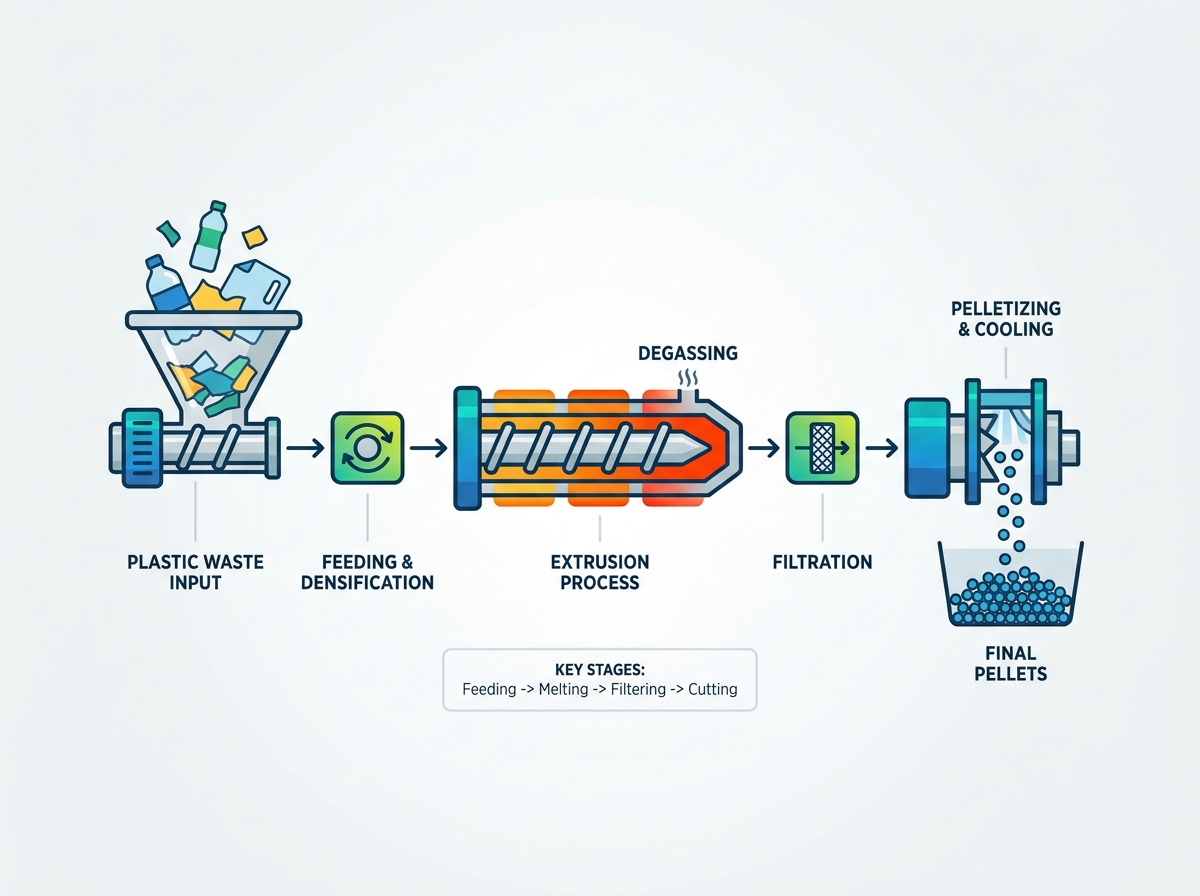
Plastik peletleme işlemi, nihai pelet kalitesini belirlemek için bir dizi besleme, eritme, gazdan arındırma, filtreleme ve hassas kesime dayanır.
Ekipman konfigürasyonu malzeme girdisine uygun olmalıdır; PP PE peletleme hattı, farklı besleme ve gaz giderme mekanizmaları gerektirir PET pul peletleme sisteminden .
İplik kesme, su halkası ve su altı peletleme arasındaki seçim, pelet homojenliğini, soğutma hızını ve devam eden bakım maliyetlerini doğrudan etkiler.
Bir makineyi değerlendirmek, enerji tüketimini (kWh/kg), erime basıncı stabilitesini ve otomasyon yeteneklerini içerecek şekilde üretim kapasitesinin ötesine bakmayı gerektirir.
Başarılı plastik peletleme işlemi sıkı bir operasyonel sırayı takip eder. Her aşama bir öncekinin üzerine inşa edilir. Beslemedeki bir başarısızlık erimeyi bozacaktır. Zayıf erime, filtreleme sistemini zorlayacaktır. Aşağıda beş temel aşamayı özetliyoruz.
Besleme ve Yoğunlaştırma: Malzeme sisteme ilk önce girer. Besleme mekanizmasını malzeme tipine göre eşleştirmelisiniz. Standart hazne beslemesi sert yeniden taşlama için mükemmel şekilde çalışır. Ağır plastik parçalar kolayca vidanın içine düşer. Hafif filmler veya köpükler farklı davranır. Standart haznelerde yüzer ve köprü kurarlar. Bu esnek malzemeler için entegre bir kesici-sıkıştırıcıya ihtiyacınız var. Kompaktör, tüyleri kesmek, ısıtmak ve yoğunlaştırmak için dönen bıçakları kullanır. Daha sonra bu ağır malzemeyi doğrudan ekstrüdere zorlar.
Ekstrüzyon ve Plastikleştirme: Vida tamburu çekirdek eritme işlevini yerine getirir. Malzeme birden fazla ısı bölgesinden geçer. Ancak harici ısıtıcılar gerekli enerjinin yalnızca bir kısmını sağlar. Dönen vida yoğun kesme kuvveti üretir. Bu mekanik sürtünme, erime sürecinin çoğunu oluşturur. Katı plastik yavaşça homojen bir eriyik haline dönüşür. Uygun vida tasarımı bu aşamada malzemenin bozulmasını önler.
Gazdan Arındırma (Havalandırma): Kirlenmiş plastikler nem, mürekkep ve uçucu gazlar taşır. Bu yabancı maddeler ısıtılmış varilin içinde buharlaşır. Bunları derhal kaldırmalısınız. Sıkışmış gazlar içi boş veya kırılgan topaklar oluşturur. Ekstrüderler bu buharları çıkarmak için vakumlu gaz giderme bölgelerini kullanır. Hafifçe basılmış malzemeler yalnızca tek bir vakum bölgesine ihtiyaç duyabilir. Çok yıkanmış veya çok baskılı filmler çift vakumlu gaz giderme gerektirir.
Filtreleme: Katı yabancı maddeler kaçınılmaz olarak eriyik akışına girer. Kağıt, ahşap, alüminyum veya eritilmemiş plastikleri bulacaksınız. Ekran değiştirici olarak bilinen eriyik filtreler bu kirletici maddeleri engeller. Kalıp kafasının hemen önüne otururlar. Ekran değiştiriciler mutlak eriyik saflığı sağlar. Temiz eriyikler kalıp tıkanmalarını önler ve yüksek kaliteli nihai ürünleri garanti eder.
Peletleme (Kesme) ve Soğutma: Sistem, temiz polimer eriyiğini özel bir kalıptan iter. Endüstriyel bıçaklar, ekstrüzyon yapan şeritleri veya damlaları tekdüze granüller halinde keser. Sistem bu sıcak granülleri anında soğutur. Su banyoları veya su halkaları sıcaklığı hızla düşürür. Son olarak, santrifüjlü kurutucular depolamadan önce fazla nemi giderir.
Tüm polimerler için evrensel bir makine konfigürasyonu kullanamazsınız. Farklı plastikler tamamen farklı işleme ortamları gerektirir. Ekipman mimarisi, malzeme girişinizi tam olarak yansıtmalıdır.
Esnek ambalajlama benzersiz işleme zorlukları sunar. Polipropilen (PP) ve Polietilen (PE) filmler son derece düşük kütle yoğunluğuna sahiptir. Ayrıca yıkamadan sonra yüksek nem seviyelerini korurlar. Özel bir PP PE peletleme hattı, özel ön uç hazırlığı gerektirir. Islak filmi bir ekstrudere öylece bırakamazsınız.
Bu sorunları yönetmek için bir kesici kompaktöre ihtiyacınız var. Kompaktör bir tampon bölge görevi görür. Islak filmi mekanik sürtünme kullanarak önceden ısıtır. Ekstrüzyon başlamadan önce yüzeydeki nemi dışarı atar. Yoğunlaştırma işlemi stabil, ağır bir besleme oluşturur. Bu tutarlı besleme, dalgalanmayı önler. Ekstruderin sabit bir çıktı oranını korumasını sağlar.
Polietilen Tereftalatın (PET) işlenmesi tamamen farklı bir mühendislik gerektirir. PET hidrolitik bozunmaya karşı ciddi hassasiyet gösterir. Erime sırasında mevcut olan nem, polimer zincirlerine zarar verecektir. Bu, İçsel Viskoziteyi (IV) hızla düşürür. Düşük IV, son peletleri şişe veya tabaka üretimi için kullanışsız hale getirir.
A PET pul peletleme sistemi yoğun ön işlemeyi zorunlu kılar. Özel kristalizasyon üniteleri kurmalısınız. Yoğun ön kurutma sistemleri derinlerdeki nemi giderir. Ayrıca ekstruder konfigürasyonu da farklıdır. Özel çift vidalı tasarımları öneriyoruz. Yüksek vakum kapasitesine sahip gelişmiş tek vidalı ekstrüderler de işe yarar. Bu tasarımlar katı IV seviyelerini korumak için gazları agresif bir şekilde çıkarır.
İşleme Gereksinimi |
PP/PE Filmler |
PET Pulları |
|---|---|---|
Yığın Yoğunluğu Mücadelesi |
Yüksek (Sıkıştırıcı gerektirir) |
Düşük (Standart Besleme İşleri) |
Nem Hassasiyeti |
Orta (Köpüklenmeye neden olur) |
Aşırı (IV Düşmesine Neden Olur) |
Vida Yapılandırması |
Tek Vidalı |
Çift Vidalı veya Özel Tekli |
Ön Kurutma İhtiyaçları |
Minimal (Sıkıştırıcı tarafından işlenir) |
Zorunlu (Kristalleştirici Gerekli) |
Kesme yöntemi nihai pelet şeklinizi belirler. Ayrıca günlük bakım rutinlerinizi de etkiler. Bu üç temel teknolojiyi dikkatli bir şekilde değerlendirmelisiniz.
İplik Peletleme:
Nasıl çalışır: Ekstruder, uzun şeritler oluşturmak için eriyiği bir kalıptan iter. Uzun bir su banyosu bu telleri soğutur. Döner bir bıçak bunları çeker ve küçük silindirler halinde keser.
En iyisi: Yüksek viskoziteli malzemeler. PET ve mühendislik plastikleri burada mükemmel performans gösteriyor. Daha düşük başlangıç sermaye harcaması gerektirir. Ancak operatörlerin kırık telleri manuel olarak geçirmesi gerekir.
Su Halkalı (Kalıp Yüzlü) Peletleme:
Nasıl çalışır: Döner bıçaklar kalıp yüzeyine aynı hizada oturur. Çıkışta hemen sıcak eriyiği kesiyorlar. Dönen bıçaklar sıcak peletleri dışarı doğru dolaşan bir soğutma suyu halkasına fırlatır.
En iyisi: PP ve PE gibi standart poliolefinler. Bu sistem son derece otomatik olarak çalışır. Çok daha küçük bir fabrika ayak izi gerektirir. Tel kırılma risklerini tamamen ortadan kaldırır.
Sualtı Peletleme (UWP):
Nasıl çalışır: Kesme işleminin tamamı tamamen suya batırılmış halde gerçekleşir. Eriyik kalıptan doğrudan su odasına çıkar. Bıçaklar polimeri keserek anında mükemmel küresel topaklar oluşturur.
En iyisi: Yüksek kapasiteli üretim hatları. Düşük viskoziteli erimeleri zahmetsizce halleder. Birinci sınıf mikro peletler üretir.
Risk faktörü: Yüksek sermaye maliyeti taşır. Aynı zamanda karmaşık operatör eğitimi gerektirir. Kalıp deliğinin donması sürekli bir operasyonel risk olmaya devam etmektedir.
Temel kapasite rakamlarının ötesine bakmalısınız. Gerçek makine değeri bileşen dayanıklılığında ve akıllı tasarımda yatmaktadır. Donanım kalitesini değerlendirmek, uzun vadeli üretim istikrarınızı korur.
Vida ve kovan sürekli mekanik aşınmaya maruz kalır. Sert plastikler aşındırıcı görevi görür. Kum veya cam elyafı gibi kirletici maddeler bu hasarı hızlandırır. Standart çelik bu koşullar altında hızla bozulur. Bi-metalik tedavilerde ısrar etmelisiniz. Özel nitrür kaplamalar aynı zamanda aşırı aşınmaya da dayanıklıdır. Geliştirilmiş metalurji, temel bileşenlerinizin ömrünü önemli ölçüde uzatır.
Ekran değiştiriciler iş gücü gereksinimlerinizi belirler. Manuel veya temel hidrolik elek değiştiricilerin başlangıçta maliyeti daha düşüktür. Ancak değişiklikler sırasında sizi üretimi durdurmaya zorluyorlar. Sürekli filtreleme sistemleri daha iyi bir yaklaşım sunar. Lazer filtreler veya otomatik ters yıkama sistemleri kendi kendini temizler. Eriyik akışını durdurmadan katı atıkları uzaklaştırırlar. Sürekli çalışma süresi ve daha az iş gücü talebi karşılığında daha yüksek ön maliyetlerden vazgeçersiniz.
Elektrik tüketimi işletme giderlerinizin başında gelir. Bir kilogram pelet üretmek için gereken kWh'yi takip etmelisiniz. Yüksek kaliteli makineler gelişmiş ısıtma ve soğutma yalıtımından yararlanır. Birinci sınıf motor sürücüleri kullanıyorlar. Siemens veya ABB gibi markaların invertörleri gücü hassas bir şekilde düzenler. Bu bileşenler, uzun vadeli işletme maliyetlerinin düşürülmesini ve kar marjlarının iyileştirilmesini öngörüyor.
Endüstriyel makineler iş gücünüzü korumalıdır. Temel güvenlik kilitleri hareketli parçalara erişimi engeller. CE veya UL sertifikaları elektriksel ve yapısal bütünlüğü doğrular. Kapalı bıçak muhafazaları operatörün yanlışlıkla temas etmesini önler. Bu endüstriyel uyumluluk standartlarının karşılanması sorumluluğu azaltır ve güvenli bir fabrika ortamı sağlar.
Ekipmanın satın alınması yalnızca ilk aşamayı temsil eder. Uygulama belirli operasyonel gerçekleri beraberinde getirir. Geçişi etkili bir şekilde yönetmek için net bir stratejiye ihtiyacınız var.
Yüksek düzeyde otomatikleştirilmiş sistemler genel çalışan sayısını azaltır. Ancak işgücü gereksinimlerinizi değiştirirler. Hazneleri yüklemek için artık manuel işçilere ihtiyacınız yok. Bunun yerine yetenekli teknisyenlere ihtiyacınız var. Bu çalışanların karmaşık HMI PLC sistemlerindeki sorunları gidermesi gerekiyor. Eriyik basınç eğrilerini ve sıcaklık dalgalanmalarını anlamaları gerekir. Başlangıç operatör eğitimine büyük yatırım yapmalısınız.
Rutin bakımdan kaçamazsınız. Endüstriyel bıçaklar çabuk körelir. Kesin bileme ve değiştirme programlarına uymalısınız. Ekran değiştirme aralıkları günlük ritminizi belirler. Bu programları göz ardı ederseniz pelet kaliteniz düşecektir. Üretim takviminize öngörülebilir bakım aralıkları ekleyin.
Kullanıma hazır konfigürasyonları körü körüne satın almayın. Değerinizi değerlendirirken PP PE peletleme hattında veya başka bir sistemde şu mantığı izleyin:
Tam giriş materyalinizi tanımlayın. Kütle yoğunluğunu, nem yüzdesini ve kirlilik seviyelerini doğru bir şekilde not edin.
Çıkış hedefinizi tanımlayın. MFI gereksinimlerini, istenen pelet şeklini ve tam saatlik verimi belirtin.
Konsept kanıt testi talep edin. Saygın üreticiler, gerçek atık malzemenizi kullanarak testler yapacaktır. Bu test peletlerini analiz etmeden asla bir satın alma işlemini sonlandırmayın.
Plastik peletleme makinesi sıkı bir şekilde entegre edilmiş bir sistem olarak çalışır. Besleme, eritme ve kesme aşamaları hedef polimerinizle mükemmel şekilde hizalanmalıdır. Uygunsuz malzemeleri genel bir kurulumla zorlayamazsınız. Başarı, makine mühendisliğini maddi gerçeklerle eşleştirmeyi gerektirir.
Hurda malzeme hacminizi bugün denetlemenizi öneririz. Tesis mühendislerinizi toplayın ve mevcut darboğazlarınızı gözden geçirin. Özel malzeme parametrelerinizi görüşmek için köklü ekipman üreticileriyle iletişime geçin. İki veya üç özel makine konfigürasyonu için ayrıntılı ton başına maliyet analizi talep edin. Bu veriye dayalı yaklaşım, başarılı bir geri dönüşüm yatırımını garanti eder.
C: Yüksek kaliteli bir peletleme makinesinin ömrü genellikle 10 ila 15 yıl arasındadır. Bu ömür tamamen tutarlı bakıma bağlıdır. Bıçaklar, elekler ve ısıtma bantları gibi aşınan parçaları düzenli olarak değiştirmelisiniz. Yüksek derecede aşındırıcı malzemelerle çalışmak vida ve kovan ömrünü kısaltır. Doğru yağlama ve günlük denetimler maksimum uzun ömür sağlar.
C: Standart makineler her ikisiyle de mücadele ediyor. Sert plastikler basit hazne beslemesi gerektirir. Esnek filmler yüzer ve köprü oluşturur; kesici-sıkıştırıcı gerektirir. Her ikisinin de etkili bir şekilde işlenmesi, özel bir hibrit makine gerektirir. Değiştirilebilir besleme mekanizmalarına sahip olmalıdır. Bununla birlikte, her malzeme türü için özel hatlar genellikle daha iyi verimlilik ve stabilite sağlar.
C: Nem, ekstruder tamburunun içinde buhara dönüşür. Bu sıkışan gaz, kalıp kafasında şiddetli köpük oluşumuna neden olur. İçi boş, kırılgan topaklar oluşturur. PET gibi hassas malzemeler için nem, polimer zincirlerini parçalayarak mekanik özellikleri yok eder. Uygun ön kurutma ve sağlam vakumlu gaz giderme sistemleri ıslak malzemeler için kritik öneme sahiptir.
C: Tek kademeli bir makine, bir ekstruder varilini kullanır. Çift aşamalı bir makine, birincil ekstrüderi ikincil ekstrüdere bağlar. Yüksek oranda kirlenmiş veya ağır baskılı malzemeler için çift aşamalı sistemler kullanıyoruz. İkincil varil, ekstra bir filtreleme aşamasına ve ilave gaz havalandırmasına olanak tanır. Bu, zorlu atık akışları için maksimum saflık sağlar.