Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-06-16 Origen: Sitio

Entendiendo cómo un El trabajo de la máquina granuladora de plástico va más allá de un simple ejercicio técnico. Sirve como base absoluta para determinar el rendimiento del reciclaje, los gastos generales operativos y la viabilidad del producto final. Este equipo vital transforma desechos plásticos contaminados o de baja densidad en gránulos uniformes de alta densidad listos para su fabricación. Los operadores de plantas confían en él para rescatar materiales de desecho. Los reintegran sin problemas a la cadena de suministro global. Una máquina bien configurada garantiza una calidad de producción constante. También mantiene presiones de fusión estables durante la operación. Esta guía sirve como modelo para la etapa de decisión para los gerentes de plantas e inversores en reciclaje. Le ayudaremos a evaluar la mecánica del equipo según sus requisitos de producción específicos. Aprenderás a optimizar las operaciones diarias. También descubrirá cómo seleccionar las tecnologías exactas adecuadas para su instalación de reciclaje específica.
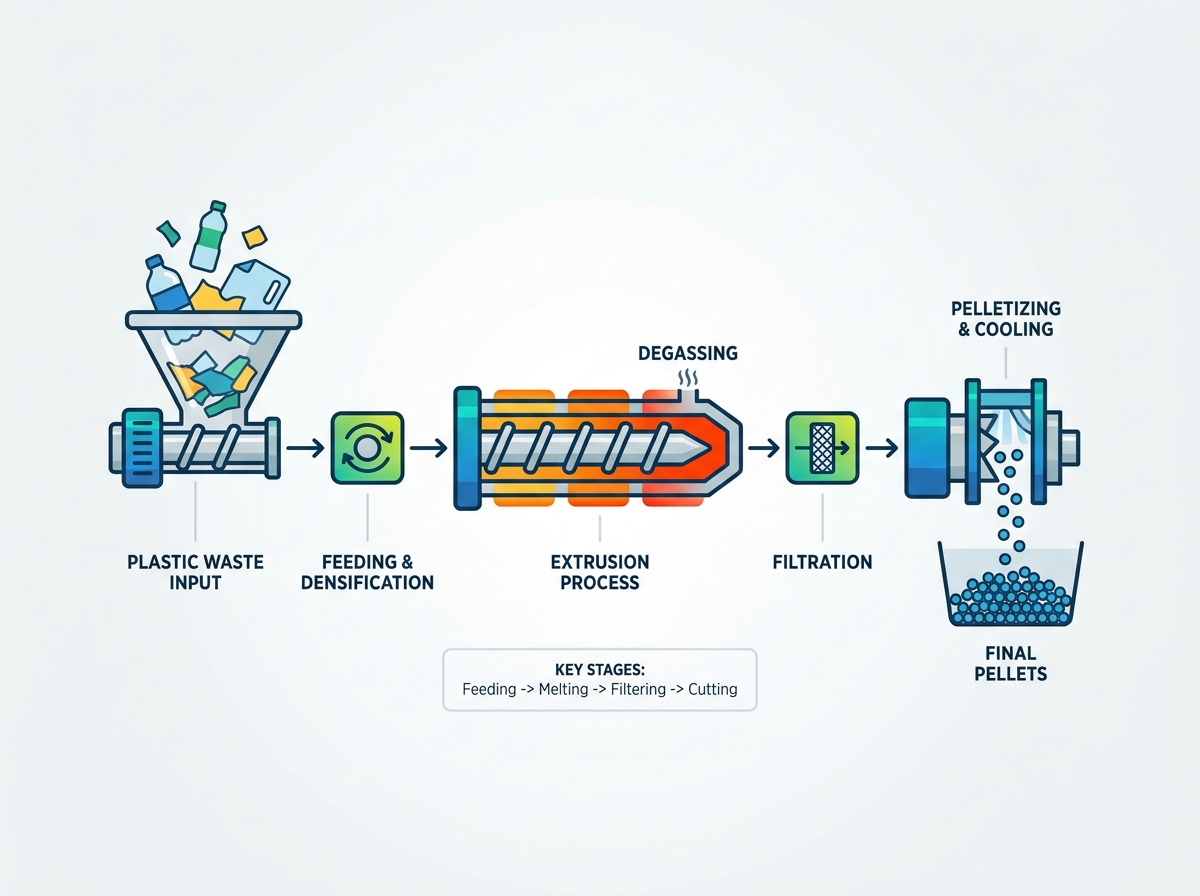
El proceso de granulación de plástico se basa en una secuencia de alimentación, fusión, desgasificación, filtración y corte de precisión para determinar la calidad final del granulado.
La configuración del equipo debe coincidir con la entrada de material: una línea de granulación de PP PE requiere mecanismos de alimentación y desgasificación diferentes a los de un de granulación de hojuelas de PET . sistema
La elección entre corte de hebras, anillo de agua y peletización bajo el agua impacta directamente en la uniformidad del pelet, la velocidad de enfriamiento y los costos de mantenimiento continuo.
Evaluar una máquina requiere mirar más allá de la capacidad de rendimiento para incluir el consumo de energía (kWh/kg), la estabilidad de la presión de fusión y las capacidades de automatización.
Un exitoso El proceso de peletización de plástico sigue una secuencia operativa estricta. Cada fase se basa en la anterior. Una falla en la alimentación interrumpirá el derretimiento. Una mala fusión abrumará el sistema de filtración. A continuación describimos las cinco etapas esenciales.
Alimentación y densificación: el material ingresa primero al sistema. Debe hacer coincidir el mecanismo de alimentación con el tipo de material. La alimentación por tolva estándar funciona perfectamente para triturado rígido. Las piezas pesadas de plástico caen fácilmente dentro del tornillo. Las películas o espumas ligeras se comportan de manera diferente. Flotan y puentean en tolvas estándar. Necesita una cortadora-compactadora integrada para estos materiales flexibles. El compactador utiliza cuchillas giratorias para cortar, calentar y densificar la pelusa. Luego fuerza este material pesado directamente hacia la extrusora.
Extrusión y plastificación: el cilindro del tornillo realiza la función de fusión del núcleo. El material viaja a través de múltiples zonas de calor. Sin embargo, los calentadores externos sólo proporcionan una parte de la energía necesaria. El tornillo giratorio genera una intensa fuerza de corte. Esta fricción mecánica representa la mayor parte del proceso de fusión. El plástico sólido se transforma lentamente en una masa fundida homogénea. El diseño adecuado del tornillo evita la degradación del material durante esta fase.
Desgasificación (ventilación): Los plásticos contaminados transportan humedad, tintas y gases volátiles. Estas impurezas se vaporizan dentro del barril calentado. Debes eliminarlos inmediatamente. Los gases atrapados crean gránulos huecos o quebradizos. Las extrusoras utilizan zonas de desgasificación al vacío para extraer estos vapores. Es posible que los materiales ligeramente impresos solo necesiten una única zona de vacío. Las películas muy lavadas o muy impresas requieren una doble desgasificación al vacío.
Filtración: Las impurezas sólidas entran inevitablemente en la corriente fundida. Encontrarás papel, madera, aluminio o plásticos sin fundir. Los filtros derretidos, conocidos como cambiadores de pantalla, bloquean estos contaminantes. Se encuentran justo delante del cabezal de troquel. Los cambiadores de pantalla garantizan una pureza absoluta de la masa fundida. Los fundidos limpios previenen los bloqueos de los troqueles y garantizan productos finales de alta calidad.
Peletización (corte) y enfriamiento: el sistema empuja el polímero limpio fundido a través de un troquel especializado. Las cuchillas industriales cortan las hebras o gotas extruidas en gránulos uniformes. El sistema enfría inmediatamente estos gránulos calientes. Los baños de agua o los anillos de agua bajan rápidamente la temperatura. Finalmente, las secadoras centrífugas eliminan el exceso de humedad antes del almacenamiento.
No se puede utilizar una configuración de máquina universal para todos los polímeros. Los diferentes plásticos exigen entornos de procesamiento radicalmente diferentes. La arquitectura del equipo debe reflejar exactamente su aportación de materiales.
Los envases flexibles presentan desafíos de procesamiento únicos. Las películas de polipropileno (PP) y polietileno (PE) tienen una densidad aparente extremadamente baja. También retienen altos niveles de humedad después del lavado. Un dedicado La línea de peletización de PP PE requiere una preparación inicial especializada. No se puede simplemente dejar caer una película húmeda en una extrusora.
Necesita una cortadora-compactadora para solucionar estos problemas. El compactador actúa como zona de amortiguamiento. Precalienta la película húmeda mediante fricción mecánica. Expulsa la humedad de la superficie antes de que comience la extrusión. El proceso de densificación crea un alimento pesado y estable. Esta alimentación constante evita el aumento repentino. Garantiza que la extrusora mantenga una tasa de producción constante.
El procesamiento de tereftalato de polietileno (PET) requiere una ingeniería completamente diferente. El PET muestra una sensibilidad severa a la degradación hidrolítica. Cualquier humedad presente durante la fusión destruirá las cadenas de polímero. Esto reduce rápidamente la viscosidad intrínseca (IV). Un IV bajo hace que los gránulos finales sean inútiles para la fabricación de botellas o láminas.
A El sistema de peletización de hojuelas de PET exige un preprocesamiento intenso. Debe instalar unidades de cristalización especializadas. Los intensos sistemas de presecado eliminan la humedad profundamente arraigada. Además, la configuración del extrusor es diferente. Recomendamos diseños especializados de doble tornillo. También funcionan las extrusoras avanzadas de un solo tornillo con capacidades de alto vacío. Estos diseños extraen gases agresivamente para mantener niveles estrictos de IV.
Requisito de procesamiento |
Películas de PP/PE |
Escamas de PET |
|---|---|---|
Desafío de densidad aparente |
Alto (Requiere Compactador) |
Bajo (funciones de alimentación estándar) |
Sensibilidad a la humedad |
Moderado (provoca espuma) |
Extremo (Causa IV) |
Configuración de tornillo |
Tornillo único |
Doble tornillo o simple especializado |
Necesidades de presecado |
Mínimo (Manejado por Compactador) |
Obligatorio (se necesita cristalizador) |
El método de corte determina la forma final del pellet. También influye en tus rutinas de mantenimiento diarias. Debe evaluar cuidadosamente estas tres tecnologías principales.
Granulación de hebras:
cómo funciona: la extrusora empuja la masa fundida a través de un troquel para formar hebras largas. Un largo baño de agua enfría estas hebras. Una cuchilla giratoria los extrae y los corta en pequeños cilindros.
Ideal para: materiales muy viscosos. El PET y los plásticos técnicos funcionan aquí de manera excelente. Requiere un menor gasto de capital inicial. Sin embargo, los operadores deben enhebrar manualmente los hilos rotos.
Granulación con anillo de agua (cara del troquel):
Cómo funciona: Las cuchillas giratorias se asientan al ras de la cara del troquel. Cortaron el termofusible inmediatamente al salir. Las palas giratorias arrojan los pellets calientes hacia un anillo de agua de refrigeración en circulación.
Ideal para: poliolefinas estándar como PP y PE. Este sistema se ejecuta de forma muy automática. Exige una huella de fábrica mucho más pequeña. Elimina por completo los riesgos de rotura del hilo.
Peletización Subacuática (UWP):
Cómo funciona: Todo el proceso de corte se produce completamente sumergido en agua. La masa fundida sale del troquel directamente a una cámara de agua. Las cuchillas cortan el polímero, creando bolitas perfectamente esféricas al instante.
Ideal para: Líneas de producción de alta capacidad. Maneja fundidos de baja viscosidad sin esfuerzo. Produce micropellets de primera calidad.
Factor de riesgo: Conlleva un alto costo de capital. También requiere una formación compleja del operador. La congelación del orificio de la matriz sigue siendo un riesgo operativo constante.
Debe mirar más allá de los números de capacidad básicos. El verdadero valor de la máquina reside en la durabilidad de los componentes y el diseño inteligente. La evaluación de la calidad del hardware protege la estabilidad de su producción a largo plazo.
El tornillo y el cilindro experimentan un desgaste mecánico continuo. Los plásticos rígidos actúan como abrasivos. Los contaminantes como la arena o las fibras de vidrio aceleran este daño. El acero estándar se degrada rápidamente en estas condiciones. Debes insistir en tratamientos bimetálicos. Los recubrimientos de nitruro especializados también resisten la abrasión extrema. La metalurgia mejorada extiende significativamente la vida útil de sus componentes principales.
Los cambiadores de pantalla dictan sus requisitos laborales. Los cambiadores de pantalla hidráulicos manuales o básicos cuestan menos inicialmente. Sin embargo, te obligan a detener la producción durante los cambios. Los sistemas de filtración continua ofrecen un mejor enfoque. Los filtros láser o los sistemas de retrolavado automáticos se limpian solos. Eliminan los residuos sólidos sin detener el flujo de fusión. Usted intercambia costos iniciales más altos por un tiempo de actividad continuo y menores demandas laborales.
El consumo de electricidad domina sus gastos operativos. Debes realizar un seguimiento de los kWh necesarios para producir un kilogramo de pellets. Las máquinas de alta calidad utilizan aislamiento avanzado de calefacción y refrigeración. Implementan motores de primera calidad. Los inversores de marcas como Siemens o ABB regulan la potencia con precisión. Estos componentes proyectan menores costos operativos a largo plazo y mejores márgenes de ganancia.
La maquinaria industrial debe proteger a su fuerza laboral. Los interbloqueos de seguridad esenciales impiden el acceso a las piezas móviles. Las certificaciones CE o UL verifican la integridad eléctrica y estructural. Las carcasas de cuchillas cerradas evitan el contacto accidental del operador. Cumplir con estos estándares de cumplimiento industrial reduce la responsabilidad y garantiza un entorno de fábrica seguro.
La compra del equipo sólo representa la primera fase. La implementación trae consigo realidades operativas específicas. Necesita una estrategia clara para gestionar la transición de forma eficaz.
Los sistemas altamente automatizados reducen la plantilla general. Sin embargo, cambian sus requisitos laborales. Ya no necesita trabajadores manuales para cargar tolvas. En cambio, necesita técnicos capacitados. Estos empleados deben solucionar problemas de sistemas complejos HMI PLC. Necesitan comprender las curvas de presión de fusión y las fluctuaciones de temperatura. Debe invertir mucho en la formación inicial del operador.
No puede escapar del mantenimiento de rutina. Las cuchillas industriales se desafilan rápidamente. Debe cumplir con estrictos programas de afilado y reemplazo. Los intervalos de cambio de pantalla dictan tu ritmo diario. Ignore estos programas y la calidad de sus pellets caerá en picado. Cree ventanas de mantenimiento predecibles en su calendario de producción.
No compre a ciegas configuraciones disponibles en el mercado. Al evaluar su Línea de peletización de PP PE o cualquier otro sistema, siga esta lógica:
Defina su material de entrada exacto. Anote con precisión la densidad aparente, el porcentaje de humedad y los niveles de contaminación.
Defina su objetivo de salida. Especifique los requisitos de la MFI, la forma de pellet deseada y el rendimiento por hora exacto.
Exija pruebas de prueba de concepto. Los fabricantes de renombre realizarán pruebas utilizando su material de desecho real. Nunca finalices una compra sin analizar estos pellets de prueba.
Una máquina granuladora de plástico funciona como un sistema estrechamente integrado. Las etapas de alimentación, fusión y corte deben alinearse perfectamente con el polímero objetivo. No puede forzar materiales inapropiados a través de una configuración genérica. El éxito requiere adaptar la ingeniería mecánica a las realidades materiales.
Le recomendamos que audite su volumen de material de desecho hoy. Reúna a los ingenieros de su planta y revise los obstáculos actuales. Comuníquese con fabricantes de equipos establecidos para analizar los parámetros específicos de sus materiales. Solicite un análisis detallado del costo por tonelada en dos o tres configuraciones de máquinas personalizadas. Este enfoque basado en datos garantiza una inversión en reciclaje exitosa.
R: Una máquina peletizadora de alta calidad suele durar entre 10 y 15 años. Esta vida útil depende enteramente de un mantenimiento constante. Debe reemplazar las piezas de desgaste como cuchillas, rejillas y bandas calefactoras con regularidad. Operar con materiales altamente abrasivos acorta la vida útil del tornillo y del cilindro. La lubricación adecuada y las inspecciones diarias garantizan la máxima longevidad.
R: Las máquinas estándar tienen problemas con ambos. Los plásticos rígidos requieren una sencilla alimentación por tolva. Las películas flexibles flotan y forman puentes, lo que requiere un cortador-compactador. Procesar ambos de forma eficaz requiere una máquina híbrida especializada. Debe contar con mecanismos de alimentación intercambiables. Sin embargo, las líneas dedicadas para cada tipo de material generalmente proporcionan una mejor eficiencia y estabilidad.
R: La humedad se convierte en vapor dentro del cilindro del extrusor. Este gas atrapado provoca una intensa formación de espuma en el cabezal del troquel. Crea bolitas huecas y quebradizas. En el caso de materiales sensibles como el PET, la humedad rompe las cadenas de polímeros y destruye las propiedades mecánicas. Un presecado adecuado y unos sistemas robustos de desgasificación al vacío siguen siendo fundamentales para los materiales húmedos.
R: Una máquina de una sola etapa utiliza un cilindro extrusor. Una máquina de doble etapa conecta una extrusora primaria a una secundaria. Utilizamos sistemas de doble etapa para materiales altamente contaminados o muy impresos. El barril secundario permite un paso de filtración adicional y ventilación de gas adicional. Esto garantiza la máxima pureza para flujos de residuos difíciles.