Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-06-23 Origen: Sitio

La compra de equipos de reciclaje representa un gasto de capital de alto riesgo para cualquier instalación. Los gerentes de planta enfrentan una inmensa presión para seleccionar sistemas que ofrezcan un rendimiento constante. Deben evitar presupuestos operativos paralizantes. Un desajuste entre la entrada de material y la arquitectura de la máquina degrada la calidad final del pellet. También provoca un consumo excesivo de energía y frecuentes paradas operativas. Las instalaciones a menudo tienen dificultades para navegar por las complejas especificaciones de los proveedores y las afirmaciones de rendimiento exageradas.
Diseñamos este transparente, de calidad comercial. Guía de la máquina peletizadora de plástico para ayudarlo a evaluar el equipo de manera efectiva. Aprenderá a hacer coincidir perfiles de materiales con arquitecturas específicas sin problemas. Desempaquetamos las dimensiones técnicas básicas necesarias para una extrusión exitosa. Finalmente, exploramos los riesgos críticos de implementación y proporcionamos un marco riguroso para examinar a los posibles fabricantes de equipos. Puede preseleccionar proveedores con confianza utilizando estos conocimientos prácticos.
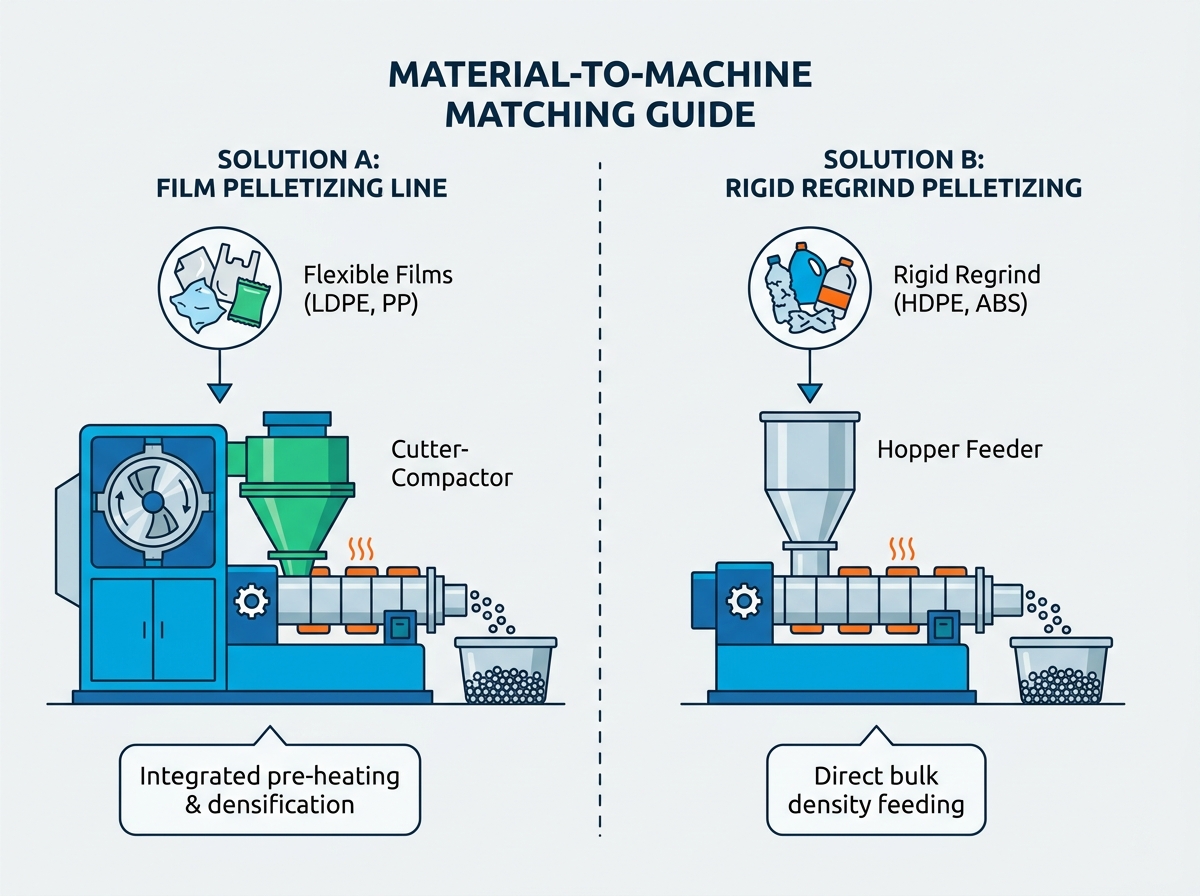
El material dicta la arquitectura: las películas flexibles requieren cortadores-compactadores integrados, mientras que una configuración de peletización de triturado rígido depende de una alimentación de tolva estándar y diseños de tornillos especializados.
La calidad del pellet depende de la filtración y la desgasificación: los altos niveles de contaminación o humedad requieren doble ventilación y cambiadores de malla automatizados para evitar la formación de huecos y el tiempo de inactividad.
El TCO importa más que el CapEx inicial: el consumo de energía por kilogramo y la disponibilidad local de repuestos (tornillos, cilindros, cuchillas) dictan la verdadera rentabilidad de la línea de reciclaje.
La evaluación de equipos nunca ocurre en el vacío. Sus criterios de éxito dependen completamente de las propiedades físicas, la densidad aparente y los niveles de contaminación de los residuos de entrada. No podemos introducir películas livianas a la fuerza en un sistema diseñado para botellas pesadas y aplastadas. Comprender el comportamiento del material previene fallas catastróficas en el procesamiento.
Los plásticos flexibles postindustriales y postconsumo presentan desafíos de alimentación únicos. Estos materiales tienen altas cargas estáticas y una densidad aparente extremadamente baja. Los operadores deben procesarlos de manera diferente a los desechos rígidos.
Material de destino: películas de LDPE, HDPE, PP postindustriales o postconsumo y bolsas de rafia tejida.
Mecanismo requerido: necesita un dedicado Línea de granulación de film con cortador-compactador integrado. Este gran tambor se encuentra encima del tornillo extrusor. Las cuchillas giratorias generan fricción, precalentando y densificando las escamas livianas. Luego, el compactador introduce a la fuerza esta masa semifundida directamente en la extrusora.
Riesgo de evaluación: La compactación inadecuada provoca que el material se acumule dentro de la zona de alimentación. El puente detiene por completo el flujo del polímero. Esto conduce a un rendimiento inconsistente, aumentos repentinos en la cara del dado y una uniformidad degradada de los gránulos. Los operadores deben asegurarse de que el tamaño del motor del compactador coincida con el rendimiento por hora deseado.
Los plásticos duros triturados se comportan como grava. Fluyen fácilmente a través de tolvas estándar pero requieren una mecánica de fusión agresiva. El uso de compactadores complejos para estos materiales crea graves ineficiencias operativas.
Material objetivo: Plásticos duros triturados, incluidas botellas de HDPE, residuos de moldeo por inyección de PP, carcasas electrónicas de ABS y restos de PS.
Mecanismo requerido: confiar en dedicado rígidas de peletización de triturado . Configuraciones Estos sistemas utilizan diseños estándar alimentados por tolva. A menudo incorporan alimentadores forzados verticales o transportadores de tornillo diseñados para materiales de alta densidad aparente. La gravedad hace la mayor parte del trabajo de alimentación.
Riesgo de evaluación: No especifique demasiado su maquinaria. Hacer funcionar un triturado 100% rígido a través de un cortador-compactador desperdicia enormes cantidades de electricidad. También acelera el desgaste innecesario de las costosas cuchillas giratorias. Las líneas rígidas dedicadas mantienen tasas de alimentación estables y consumen mucha menos energía por kilogramo procesado.
Traducir características mecánicas en resultados operativos requiere precisión. Cada La máquina granuladora de plástico presenta dimensiones específicas que dictan su poder de procesamiento. Debe examinar la geometría del extrusor, los sistemas de ventilación y la mecánica de filtración.
La relación Longitud-Diámetro (L/D) determina el tiempo de residencia del polímero dentro del cilindro. Determina qué tan bien la máquina derrite y mezcla el plástico. Debe hacer coincidir esta proporción con sus niveles de contaminación específicos.
Las proporciones más cortas (como 24:1 o 28:1) se adaptan perfectamente a los residuos postindustriales limpios y secos. El material se funde rápidamente y requiere un corte mínimo. El procesamiento excesivo de chatarra limpia degrada su peso molecular.
Por el contrario, los residuos posconsumo muy impresos o húmedos exigen proporciones más largas. Un L/D de 32:1 o 36:1 proporciona un amplio espacio para zonas de desgasificación duales y secciones de mezcla agresiva. La longitud extendida del cilindro garantiza temperaturas de fusión uniformes antes de que el polímero llegue al cabezal del troquel.
La humedad, las tintas superficiales y los productos químicos residuales se vaporizan durante la extrusión. Estos gases deben escapar del cañón antes de llegar al peletizador. Los operadores eligen entre sistemas de desgasificación al vacío simples o dobles en función de la entrada de material.
Las películas agrícolas muy lavadas o los embalajes muy impresos requieren doble ventilación. Las bombas de vacío de anillo líquido de alta capacidad extraen compuestos orgánicos volátiles (COV) agresivos. Los puertos de ventilación deben presentar diseños robustos que impidan que el polímero fundido se escape junto con los gases.
La métrica definitiva del éxito sigue siendo estrictamente visual y estructural. Debes erradicar las burbujas de gas (comúnmente llamadas huecos) en el pellet final. Los huecos comprometen completamente la integridad estructural. Los gránulos porosos fallan instantáneamente durante el moldeo por inyección posterior o las aplicaciones de película soplada.
La filtración dicta una programación de producción ininterrumpida. Los plásticos posconsumo contienen inevitablemente papel, papel de aluminio, astillas de madera o polímeros no fundibles. Debe filtrar estos contaminantes de la corriente de fusión.
Los cambiadores de cribas hidráulicos estándar representan el enfoque tradicional. Requieren que los operadores detengan brevemente la línea durante el reemplazo de la pantalla. Los filtros continuos de doble pistón o láser representan la alternativa automatizada. Estos sistemas avanzados eliminan los contaminantes automáticamente o cambian los pistones sin interrumpir el flujo de polímero.
Los operadores deben sopesar la mano de obra operativa con los gastos iniciales de automatización. Los cambios frecuentes de pantalla en cargas altamente contaminadas destruyen el rendimiento diario.
Tipo de sistema de filtración |
Interrupción operativa |
Más adecuado para |
Complejidad del mantenimiento |
|---|---|---|---|
Cambiador de pantalla hidráulico estándar |
Requiere una breve pausa en la línea |
Chatarra postindustrial limpia |
Bajo: cambio de pantalla manual simple |
Filtro continuo de doble pistón |
Tiempo de inactividad cero |
Residuos posconsumo lavados |
Medio: requiere reemplazos de sellos |
Filtro láser/disco rotativo |
Tiempo de inactividad cero (raspado automatizado) |
Mezclas de papel y plástico altamente contaminadas |
Accionamientos automatizados de alta complejidad |
La evaluación de una línea de reciclaje va mucho más allá de las especificaciones mecánicas. Debe evaluar los riesgos operativos ocultos y las limitaciones de implementación de las instalaciones. Aquí nos centramos exclusivamente en la eficiencia mecánica, la realidad de la huella y los programas de mantenimiento. Ignorar estos factores garantiza cuellos de botella en el flujo de trabajo.
El consumo eléctrico dicta la viabilidad operativa diaria. Debe evaluar críticamente los accionamientos del motor. Los motores estándar de corriente alterna (CA) proporcionan un rendimiento básico confiable. Sin embargo, los motores de torsión síncronos ofrecen curvas de eficiencia muy superiores. Eliminan por completo las pérdidas por fricción en la caja de cambios.
El aislamiento del barril afecta directamente el consumo de energía por kilogramo de material procesado. Las chaquetas aislantes cerámicas de alta calidad estabilizan las temperaturas internas de fusión. Evitan que el aire ambiente de la fábrica enfríe el cañón. Esta sencilla característica reduce drásticamente la carga de trabajo impuesta a los elementos calefactores eléctricos.
Calcule con precisión el espacio disponible antes de finalizar la distribución del equipo. Los tanques de refrigeración por agua tradicionales exigen un espacio lineal importante. Los operadores deben tirar de hilos de plástico a lo largo de baños largos para lograr un enfriamiento adecuado. Esta disposición lineal consume a menudo hasta quince metros de longitud de la fábrica.
Los sistemas de refrigeración por aire de matriz tienen un tamaño drásticamente diferente. Utilizan silos ciclónicos verticales y compactos para enfriar los pellets. Esto ahorra enormes cantidades de espacio. Además, debe evaluar la infraestructura de refrigeración de circuito cerrado. Asegúrese de que sus instalaciones manejen los límites de consumo diario de agua requeridos por los sistemas intensivos de peletización de anillos de agua.
El tiempo de inactividad no planificado destruye por completo los programas de producción. Analice los supuestos de vida útil de los componentes giratorios críticos. Los tornillos y cilindros de la extrusora soportan una fricción inmensa. El acero nitrurado estándar se degrada rápidamente al procesar materiales abrasivos.
Debe especificar aleaciones bimetálicas para aplicaciones abrasivas. Estos tratamientos especializados para metales resisten mucho mejor que el acero estándar el desgaste causado por la arena, la suciedad o la contaminación por fibra de vidrio. Un riesgo importante en la implementación implica la logística de repuestos. Obtener cuchillas o placas de troquel de repuesto para el compactador suele tardar ocho semanas. Debe mantener inventarios locales de artículos de alto desgaste para evitar una parálisis prolongada de la línea.
Pasar de las especificaciones técnicas a la selección de proveedores requiere una metodología rigurosa. No confíe únicamente en folletos brillantes o gráficos de rendimiento idealizados. Utilice este proceso de investigación secuencial para eliminar inmediatamente a los proveedores no confiables.
Pruebas de prueba de concepto (PoC) bajo demanda: nunca compre equipos basándose en datos teóricos. Exija una prueba de material utilizando sus residuos plásticos específicos. Debe verificar un rendimiento estable, temperaturas de fusión estables y la densidad final del pellet durante esta prueba. Registre el consumo de amperaje exacto durante la prueba para validar las afirmaciones de eficiencia energética.
Verificar Cumplimiento y Seguridad: Inspeccionar rigurosamente los gabinetes eléctricos. Verifique las certificaciones de seguridad reconocidas y apropiadas para su región. Busque paneles eléctricos listados por UL o certificaciones CE genuinas. Verifique el cumplimiento de las emisiones locales con respecto a los compuestos orgánicos volátiles (COV) emitidos por las bombas de vacío.
Examine los acuerdos de nivel de servicio (SLA): evalúe meticulosamente las condiciones de la garantía. Revise cuidadosamente las capacidades de diagnóstico remoto. Los sistemas modernos deben incluir integraciones de controladores lógicos programables (PLC) que permitan a los ingenieros del fabricante solucionar fallas de software de forma remota. Confirmar disponibilidad de técnico regional para intervenciones mecánicas de emergencia.
Verifique la transparencia de la cadena de suministro: pregunte a los proveedores sobre el abastecimiento de sus componentes. Los fabricantes confiables utilizan marcas reconocidas mundialmente para motores, inversores y contactores. Esta transparencia garantiza que pueda obtener piezas eléctricas de emergencia localmente en lugar de esperar envíos al extranjero.
Seleccionar el equipo de reciclaje ideal exige una alineación precisa entre los residuos de entrada y la arquitectura mecánica. La decisión correcta equilibra perfectamente las limitaciones del material de entrada, la pureza requerida del pellet y las capacidades de la instalación. Debe priorizar la automatización de la filtración y la eficiencia de la desgasificación al manipular materiales posconsumo.
Tome medidas inmediatas siguiendo estos siguientes pasos. Documente rigurosamente la composición exacta de su material. Tenga en cuenta los porcentajes promedio de humedad, los tipos de contaminación específicos y los volúmenes de salida deseados por hora. Consolide estos datos para crear una Solicitud de propuesta (RFP) estandarizada. Distribuya esta RFP a los fabricantes potenciales para asegurarse de que presenten ofertas según su realidad operativa real, no en escenarios idealizados.
R: Las máquinas de una sola etapa cuentan con una extrusora y están diseñadas para desechos postindustriales limpios y secos. Los sistemas de doble etapa utilizan una configuración de extrusora madre-bebé. Ofrecen filtración secundaria y zonas de desgasificación extendidas. Esto hace que las máquinas de doble etapa sean esenciales para plásticos posconsumo muy impresos, húmedos o contaminados.
R: El corte con anillos de agua es altamente automatizado e ideal para la mayoría de las aplicaciones de PE y PP. Reduce significativamente la intervención del operador. La granulación de hebras se prefiere para materiales de alta viscosidad como PET o plásticos de ingeniería rígidos. Los hilos garantizan un tamaño de pellet muy uniforme y evitan que la cara del troquel se manche.
R: Sí, pero normalmente se enfrentan a graves compromisos operativos. Un sistema cortador-compactador maneja un porcentaje limitado de triturado rígido mezclado con película. Sin embargo, pasar copos 100% rígidos a través de un compactador sigue siendo muy ineficiente. Las líneas dedicadas producen una estabilidad operativa y una eficiencia energética mucho mejores.