Language








Görüntüleme: 0 Yazar: Site Editörü Yayınlanma Zamanı: 2026-06-23 Kaynak: Alan

Geri dönüşüm ekipmanı satın almak, herhangi bir tesis için yüksek riskli bir sermaye harcamasını temsil eder. Tesis yöneticileri, tutarlı üretim sağlayan sistemleri seçme konusunda büyük bir baskıyla karşı karşıyadır. Operasyonel bütçeleri felce uğratmaktan kaçınmaları gerekiyor. Malzeme girişi ile makine mimarisi arasındaki uyumsuzluk nihai pelet kalitesini düşürür. Aynı zamanda aşırı enerji tüketimini ve sık sık operasyonel kesintileri de tetikler. Tesisler çoğu zaman karmaşık satıcı spesifikasyonları ve abartılı performans iddiaları konusunda zorluk yaşıyor.
Bu şeffaf, ticari sınıf ürünü tasarladık plastik peletleme makinesi kılavuzu . Ekipmanı etkili bir şekilde değerlendirmenize yardımcı olacak Malzeme profillerini belirli mimarilerle sorunsuz bir şekilde eşleştirmeyi öğreneceksiniz. Başarılı ekstrüzyon için gereken temel teknik boyutları açıyoruz. Son olarak, kritik uygulama risklerini araştırıyor ve potansiyel ekipman üreticilerinin incelenmesi için sıkı bir çerçeve sağlıyoruz. Bu pratik bilgileri kullanarak satıcıları güvenle kısa listeye ekleyebilirsiniz.
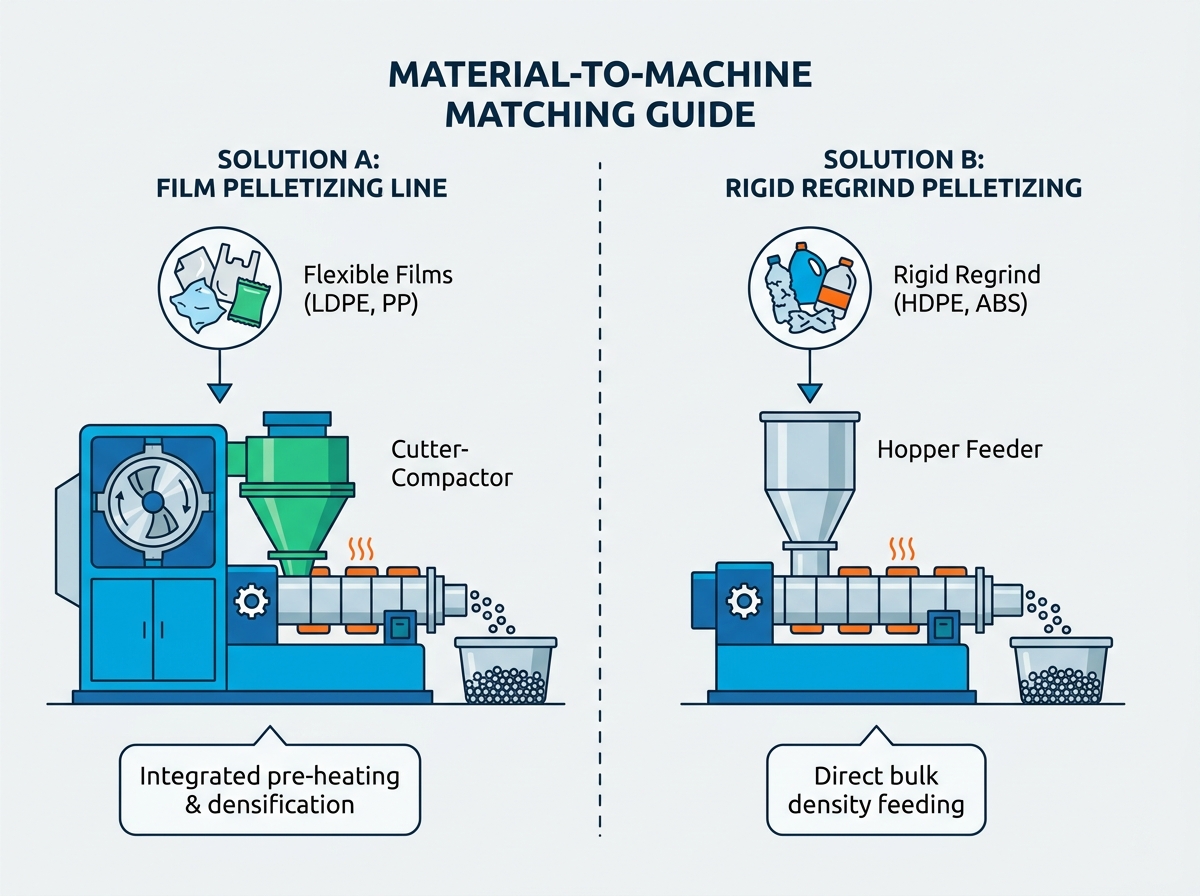
Malzeme mimariyi belirler: Esnek filmler entegre kesici-sıkıştırıcılar gerektirirken, sert bir yeniden öğütme peletleme kurulumu standart hazne beslemesine ve özel vida tasarımlarına dayanır.
Pelet kalitesi filtreleme ve gaz gidermeye bağlıdır: Yüksek kirlilik veya nem seviyeleri, boşluk oluşumunu ve arıza süresini önlemek için çift havalandırma ve otomatik elek değiştiriciler gerektirir.
TCO, başlangıçtaki sermaye harcamasından daha önemlidir: Kilogram başına enerji tüketimi ve yedek parçaların (vidalar, variller, bıçaklar) yerel olarak bulunabilirliği, geri dönüşüm hattının gerçek karlılığını belirler.
Ekipman değerlendirmesi hiçbir zaman boşlukta gerçekleşmez. Başarı kriterleriniz tamamen girdi atıklarının fiziksel özelliklerine, kütle yoğunluğuna ve kirlilik seviyelerine bağlıdır. Ağır, ezilmiş şişeler için tasarlanmış bir sisteme hafif filmleri zorlayamayız. Malzeme davranışını anlamak, yıkıcı işlem hatalarını önler.
Endüstri sonrası ve tüketim sonrası esnek plastikler benzersiz besleme zorlukları ortaya çıkarmaktadır. Bu malzemeler yüksek statik yük ve son derece düşük kütle yoğunluğu taşır. Operatörlerin bunları sert hurdalardan farklı şekilde işlemesi gerekir.
Hedef Malzeme: Endüstriyel veya tüketici sonrası LDPE, HDPE, PP filmler ve dokuma rafya torbalar.
Gerekli Mekanizma: Özel bir mekanizmaya ihtiyacınız var film peletleme hattı . entegre bir kesici-sıkıştırıcıya sahip Bu büyük tambur, ekstruder vidasının üzerinde bulunur. Dönen bıçaklar sürtünme oluşturarak hafif pulları ön ısıtmaya ve yoğunlaştırmaya neden olur. Kompaktör daha sonra bu yarı erimiş kütleyi doğrudan ekstrudere zorla besler.
Değerlendirme Riski: Yetersiz sıkıştırma, besleme bölgesi içinde malzeme köprülenmesine neden olur. Köprüleme polimer akışını tamamen durdurur. Bu, tutarsız üretime, kalıp yüzeyinde dalgalanmaya ve pelet homojenliğinin bozulmasına yol açar. Operatörler, kompaktör motor boyutunun istenilen saatlik üretime uygun olmasını sağlamalıdır.
Ezilmiş sert plastikler çakıl gibi davranır. Standart haznelerden kolayca akarlar ancak agresif eritme mekaniği gerektirirler. Bu malzemeler için karmaşık sıkıştırıcıların kullanılması ciddi operasyonel verimsizliklere neden olur.
Hedef Malzeme: HDPE şişeler, PP enjeksiyon kalıplama atıkları, ABS elektronik muhafazalar ve PS artıkları dahil olmak üzere ezilmiş sert plastikler.
Gerekli Mekanizma: Özel mekanizmalara güvenin sert yeniden öğütme peletleme kurulumları. Bu sistemler standart hazne beslemeli tasarımları kullanır. Genellikle yüksek yığın yoğunluklu malzemeler için tasarlanmış dikey kuvvet besleyicileri veya vidalı konveyörleri içerirler. Yerçekimi besleme işinin çoğunu yapar.
Değerlendirme Riski: Makinelerinizi gereğinden fazla belirtmeyin. %100 sert yeniden taşlamanın bir kesici-sıkıştırıcıdan geçirilmesi büyük miktarlarda elektrik israfına neden olur. Ayrıca pahalı dönen bıçakların gereksiz aşınmasını da hızlandırır. Özel sert hatlar istikrarlı besleme oranlarını korur ve işlenen kilogram başına çok daha az enerji tüketir.
Mekanik özelliklerin operasyonel sonuçlara dönüştürülmesi hassasiyet gerektirir. Her Plastik Peletleme Makinesi, işleme gücünü belirleyen belirli boyutlara sahiptir. Ekstruder geometrisini, havalandırma sistemlerini ve filtreleme mekanizmalarını incelemelisiniz.
Uzunluk/Çap (L/D) oranı, polimerin hazne içinde kalma süresini belirler. Makinenin plastiği ne kadar iyice eritip karıştırdığını belirler. Bu oranı kendi spesifik kontaminasyon seviyelerinize göre eşleştirmeniz gerekir.
Daha kısa oranlar (24:1 veya 28:1 gibi) temiz, kuru sanayi sonrası atıklara mükemmel uyum sağlar. Malzeme hızla erir ve minimum düzeyde kesme gerektirir. Temiz hurdanın aşırı işlenmesi moleküler ağırlığını düşürür.
Bunun tersine, yoğun şekilde basılmış veya nemli tüketici sonrası atıklar daha uzun oranlar gerektirir. 32:1 veya 36:1 L/D, ikili gaz giderme bölgeleri ve agresif karıştırma bölümleri için geniş alan sağlar. Uzatılmış namlu uzunluğu, polimer kalıp kafasına ulaşmadan önce eşit erime sıcaklığı sağlar.
Ekstrüzyon sırasında nem, yüzey mürekkepleri ve artık kimyasallar buharlaşır. Bu gazların peletleyiciye ulaşmadan önce namludan çıkması gerekir. Operatörler, malzeme girdilerine göre tek ve çift vakumlu gaz giderme sistemleri arasında seçim yapar.
Çok yıkanmış tarım filmleri veya ağır baskılı ambalajlar çift havalandırma gerektirir. Yüksek kapasiteli sıvı halkalı vakum pompaları agresif uçucu organik bileşikleri (VOC'ler) çıkarır. Havalandırma delikleri, erimiş polimerin gazlarla birlikte kaçmasını önleyen sağlam tasarımlara sahip olmalıdır.
Nihai başarı ölçütü kesinlikle görsel ve yapısal olmaya devam ediyor. Son pelletteki gaz kabarcıklarını (genellikle boşluk olarak adlandırılır) yok etmelisiniz. Boşluklar yapısal bütünlüğü tamamen tehlikeye atar. Gözenekli peletler daha sonraki enjeksiyonlu kalıplama veya şişirilmiş film uygulamaları sırasında anında bozulur.
Filtrasyon kesintisiz üretim planlamasını gerektirir. Tüketici sonrası plastikler kaçınılmaz olarak kağıt, alüminyum folyo, talaş veya erimez polimerler içerir. Bu kirletici maddeleri eriyik akışından filtrelemelisiniz.
Standart hidrolik elek değiştiriciler geleneksel yaklaşımı temsil eder. Operatörlerin ekran değişimi sırasında hattı kısa süreliğine duraklatmalarını gerektirirler. Sürekli çift pistonlu veya lazer filtreler, otomatikleştirilmiş alternatifi temsil eder. Bu gelişmiş sistemler, kirleticileri otomatik olarak geri yıkar veya polimer akışını kesintiye uğratmadan pistonları kaydırır.
Operatörler operasyonel işgücünü ön otomasyon giderleriyle karşılaştırmalıdır. Yüksek derecede kirlenmiş yüklerde sık sık elek değişimi yapılması günlük üretim verimini olumsuz etkiler.
Filtrasyon Sistemi Tipi |
Operasyonel Kesinti |
En Uygun |
Bakım Karmaşıklığı |
|---|---|---|---|
Standart Hidrolik Elek Değiştirici |
Kısa satır duraklaması gerektirir |
Temiz, sanayi sonrası hurda |
Düşük - basit manuel ekran değiştirme |
Sürekli Çift Pistonlu Filtre |
Sıfır kesinti süresi |
Yıkanmış tüketici sonrası atıklar |
Orta - conta değişimi gerektirir |
Lazer / Döner Disk Filtresi |
Sıfır kesinti süresi (otomatik kazıma) |
Yüksek derecede kirlenmiş kağıt/plastik karışımları |
Yüksek - karmaşık otomatikleştirilmiş sürücüler |
Bir geri dönüşüm hattının değerlendirilmesi mekanik spesifikasyonların çok ötesine uzanır. Gizli operasyonel riskleri ve tesis uygulama kısıtlamalarını değerlendirmelisiniz. Burada tamamen mekanik verimliliğe, ayak izi gerçeklerine ve bakım programlarına odaklanıyoruz. Bu faktörlerin göz ardı edilmesi iş akışı darboğazlarını garanti eder.
Elektrik tüketimi günlük operasyonel canlılığı belirler. Motor sürücülerini eleştirel bir şekilde değerlendirmelisiniz. Standart alternatif akım (AC) motorlar güvenilir temel performans sağlar. Ancak senkron tork motorları oldukça üstün verimlilik eğrileri sunar. Şanzıman sürtünme kayıplarını tamamen ortadan kaldırırlar.
Namlu yalıtımı, işlenmiş malzemenin kilogramı başına güç tüketimini doğrudan etkiler. Yüksek kaliteli seramik yalıtım ceketleri iç erime sıcaklıklarını dengeler. Ortamdaki fabrika havasının namluyu soğutmasını önlerler. Bu basit özellik, elektrikli ısıtma elemanlarının üzerindeki iş yükünü büyük ölçüde azaltır.
Ekipman yerleşimlerini tamamlamadan önce mevcut taban alanınızı doğru bir şekilde hesaplayın. Geleneksel su soğutma tankları önemli miktarda doğrusal alan gerektirir. Yeterli soğutma sağlamak için operatörlerin plastik şeritleri uzun banyolardan çekmesi gerekir. Bu doğrusal düzen genellikle fabrika uzunluğunun on beş metreye kadarını tüketir.
Kalıp yüzeyli hava soğutma sistemleri oldukça farklı bir ayak izine sahiptir. Peletleri soğutmak için kompakt, dikey siklon siloları kullanırlar. Bu, büyük miktarda zemin alanından tasarruf sağlar. Ayrıca kapalı devre soğutma altyapısını da değerlendirmelisiniz. Tesisinizin yoğun su halkalı peletleme sistemlerinin gerektirdiği günlük su tüketimi limitlerini karşıladığından emin olun.
Planlanmamış aksama süreleri üretim programlarını tamamen yok eder. Kritik dönen bileşenler için kullanım ömrü varsayımlarını analiz edin. Ekstruder vidaları ve varilleri büyük sürtünmeye dayanır. Standart nitrürlenmiş çelik, aşındırıcı malzemelerin işlenmesi sırasında hızla bozunur.
Aşındırıcı uygulamalar için bimetalik alaşımları belirtmelisiniz. Bu özel metal işlemleri kum, kir veya cam elyaf kirliliğinden kaynaklanan aşınmaya standart çeliğe göre çok daha iyi direnç gösterir. Önemli bir uygulama riski yedek parça lojistiğini içerir. Yedek kompaktör bıçaklarının veya kalıp plakalarının tedarik edilmesi genellikle sekiz hafta sürer. Uzun süreli hat felcini önlemek için, çabuk aşınan ürünlerin yerel envanterlerini tutmalısınız.
Teknik spesifikasyonlardan satıcı seçimine geçmek titiz bir metodoloji gerektirir. Yalnızca parlak broşürlere veya idealleştirilmiş üretim tablolarına güvenmeyin. Güvenilmez tedarikçileri derhal ortadan kaldırmak için bu sıralı inceleme sürecini kullanın.
Talep Kanıtı (PoC) Testi: Ekipmanı asla teorik verilere dayanarak satın almayın. Özel plastik atıklarınızı kullanarak bir malzeme deneme çalışması talep edin. Bu test sırasında stabil verimi, stabil erime sıcaklıklarını ve nihai pelet yoğunluğunu doğrulamanız gerekir. Enerji verimliliği iddialarını doğrulamak için deneme sırasında çekilen tam amperajı kaydedin.
Uyumluluğu ve Güvenliği Doğrulayın: Elektrik dolaplarını titizlikle inceleyin. Bölgenize uygun, tanınmış güvenlik sertifikalarını doğrulayın. UL listesinde yer alan elektrik panellerini veya orijinal CE sertifikalarını arayın. Vakum pompalarından çıkan uçucu organik bileşiklere (VOC'ler) ilişkin yerel emisyon uyumluluğunu doğrulayın.
Hizmet Seviyesi Anlaşmalarını (SLA'lar) İnceleyin: Garanti koşullarını titizlikle değerlendirin. Uzaktan teşhis yeteneklerini dikkatlice inceleyin. Modern sistemler, üretici mühendislerin yazılım hatalarını uzaktan gidermelerine olanak tanıyan Programlanabilir Lojik Denetleyici (PLC) entegrasyonlarını içermelidir. Acil mekanik müdahaleler için bölgesel teknisyenin uygunluğunu doğrulayın.
Tedarik Zinciri Şeffaflığını Kontrol Edin: Tedarikçilere bileşen tedariki hakkında bilgi verin. Güvenilir üreticiler motorlar, invertörler ve kontaktörler için dünya çapında tanınan markaları kullanır. Bu şeffaflık, acil durumdaki elektrikli parçaları deniz aşırı sevkiyatları beklemek yerine yerel olarak tedarik edebilmenizi garanti eder.
İdeal geri dönüşüm ekipmanını seçmek, girdi atıklarınız ile mekanik mimari arasında hassas bir uyum gerektirir. Doğru karar, girdi malzemesi kısıtlamalarını, gerekli pelet saflığını ve tesis yeteneklerini mükemmel bir şekilde dengeler. Tüketici sonrası malzemeleri işlerken filtreleme otomasyonuna ve gazdan arındırma verimliliğine öncelik vermelisiniz.
Bu sonraki adımları kullanarak hemen harekete geçin. Tam malzeme kompozisyonunuzu titizlikle belgeleyin. Ortalama nem yüzdelerinizi, belirli kirlilik türlerini ve saat başına istenen çıktı hacimlerini not edin. Standartlaştırılmış bir Teklif Talebi (RFP) oluşturmak için bu verileri birleştirin. İdealleştirilmiş senaryolara değil, gerçek operasyonel gerçekliğinize teklif vermelerini sağlamak için bu RFP'yi potansiyel üreticilere dağıtın.
C: Tek kademeli makineler bir ekstrudere sahiptir ve temiz, kuru sanayi sonrası atıklar için tasarlanmıştır. Çift aşamalı sistemlerde anne-bebek ekstruder kurulumu kullanılır. İkincil filtreleme ve genişletilmiş gaz giderme bölgeleri sunarlar. Bu durum, yoğun baskılı, nemli veya kirlenmiş tüketici sonrası plastikler için çift kademeli makineleri zorunlu kılmaktadır.
C: Su halkalı kesim yüksek düzeyde otomatiktir ve çoğu PE ve PP uygulaması için idealdir. Operatör müdahalesini önemli ölçüde azaltır. PET veya sert mühendislik plastikleri gibi yüksek viskoziteli malzemeler için şerit peletleme tercih edilir. Teller son derece homojen pelet boyutu sağlar ve kalıp yüzeyinin bulaşmasını önler.
C: Evet, ancak genellikle ciddi operasyonel tavizlerle karşılaşırsınız. Bir kesici-sıkıştırıcı sistemi, filmle karıştırılmış sert yeniden taşlamanın sınırlı bir yüzdesini işler. Ancak %100 sert pulların bir kompaktörden geçirilmesi oldukça verimsiz kalır. Özel hatlar çok daha iyi operasyonel stabilite ve enerji verimliliği sağlar.