Views: 0 Author: Site Editor Publish Time: 2026-06-16 Origin: Site

Understanding how a Plastic Pelletizing Machine works goes beyond a simple technical exercise. It serves as the absolute foundation for determining your recycling yield, operational overhead, and final product viability. This vital equipment transforms contaminated or low-density plastic waste into uniform, high-density pellets ready for manufacturing. Plant operators rely on it to rescue scrap materials. They reintegrate them into the global supply chain seamlessly. A well-configured machine ensures consistent output quality. It also maintains stable melt pressures during operation. This guide serves as a decision-stage blueprint for plant managers and recycling investors. We will help you evaluate equipment mechanics against your specific production requirements. You will learn to optimize daily operations. You will also discover how to select the exact technologies suitable for your specific recycling facility.
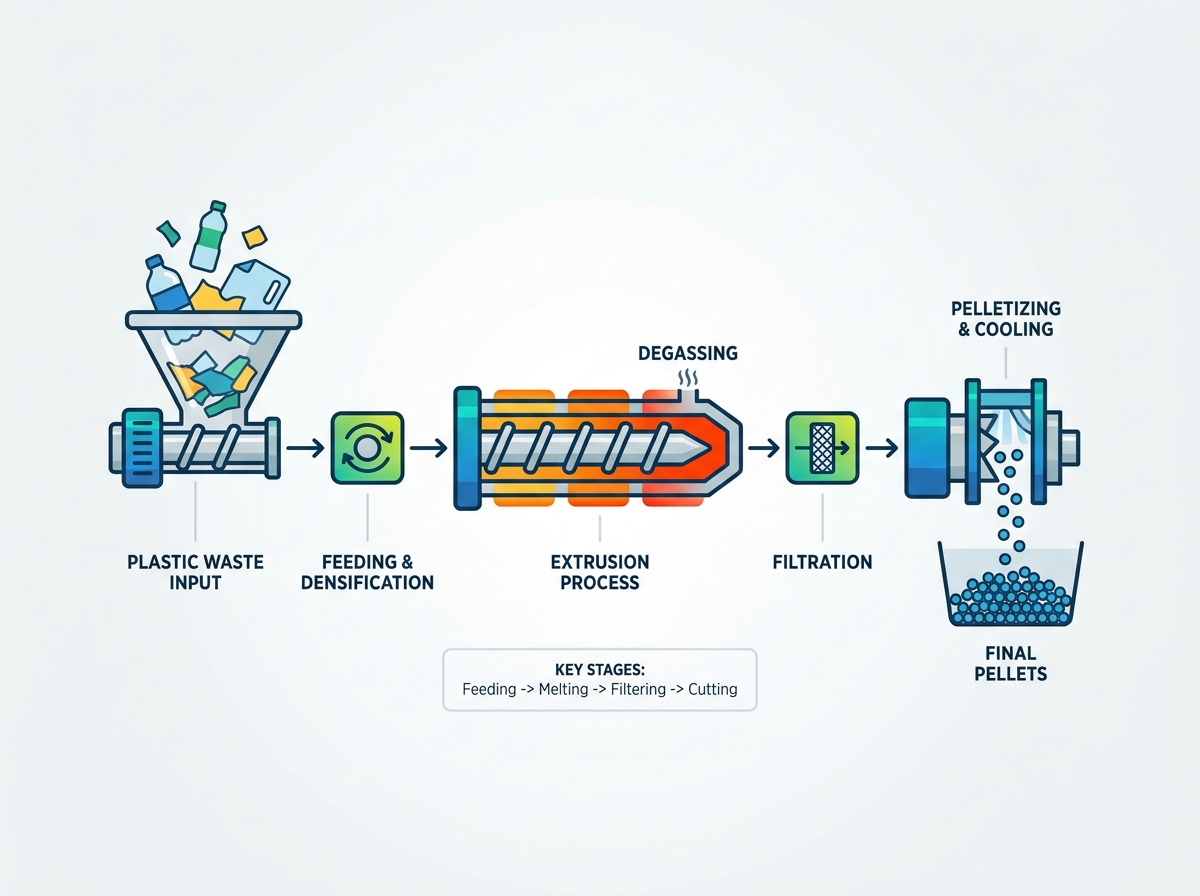
The plastic pelletizing process relies on a sequence of feeding, melting, degassing, filtration, and precision cutting to dictate final pellet quality.
Equipment configuration must be matched to the material input—a PP PE pelletizing line requires different feeding and degassing mechanisms than a PET flake pelletizing system.
The choice between strand cutting, water-ring, and underwater pelletizing directly impacts pellet uniformity, cooling speed, and ongoing maintenance costs.
Evaluating a machine requires looking beyond throughput capacity to include energy consumption (kWh/kg), melt pressure stability, and automation capabilities.
A successful plastic pelletizing process follows a strict operational sequence. Each phase builds upon the previous one. A failure in feeding will disrupt melting. Poor melting will overwhelm the filtration system. We outline the five essential stages below.
Feeding & Densification: Material enters the system first. You must match the feeding mechanism to the material type. Standard hopper feeding works perfectly for rigid regrind. Heavy plastic pieces drop easily into the screw. Lightweight films or foams behave differently. They float and bridge in standard hoppers. You need an integrated cutter-compactor for these flexible materials. The compactor uses spinning blades to cut, heat, and densify the fluff. It then forces this heavy material directly into the extruder.
Extrusion & Plasticization: The screw barrel performs the core melting function. The material travels through multiple heat zones. However, external heaters only provide a portion of the required energy. The rotating screw generates intense shear force. This mechanical friction accounts for most of the melting process. Solid plastic slowly transitions into a homogenous melt. Proper screw design prevents material degradation during this phase.
Degassing (Venting): Contaminated plastics carry moisture, inks, and volatile gases. These impurities vaporize inside the heated barrel. You must remove them immediately. Trapped gases create hollow or brittle pellets. Extruders use vacuum degassing zones to extract these vapors. Lightly printed materials might only need a single vacuum zone. Heavily washed or highly printed films require double vacuum degassing.
Filtration: Solid impurities inevitably enter the melt stream. You will find paper, wood, aluminum, or un-melted plastics. Melt filters, known as screen changers, block these contaminants. They sit right before the die head. Screen changers ensure absolute melt purity. Clean melts prevent die blockages and guarantee high-quality final products.
Pelletizing (Cutting) & Cooling: The system pushes the clean polymer melt through a specialized die. Industrial blades cut the extruding strands or blobs into uniform granules. The system immediately cools these hot granules. Water baths or water rings rapidly drop the temperature. Finally, centrifugal dryers remove excess moisture before storage.
You cannot use a universal machine configuration for all polymers. Different plastics demand radically different processing environments. Equipment architecture must reflect your exact material input.
Flexible packaging presents unique processing challenges. Polypropylene (PP) and Polyethylene (PE) films suffer from extremely low bulk density. They also retain high moisture levels after washing. A dedicated PP PE pelletizing line requires specialized front-end preparation. You cannot simply drop wet film into an extruder.
You need a cutter-compactor to manage these issues. The compactor acts as a buffer zone. It pre-heats the wet film using mechanical friction. It drives out surface moisture before extrusion begins. The densification process creates a stable, heavy feed. This consistent feeding prevents surging. It ensures the extruder maintains a steady output rate.
Processing Polyethylene Terephthalate (PET) requires entirely different engineering. PET exhibits severe sensitivity to hydrolytic degradation. Any moisture present during melting will destroy the polymer chains. This drops the Intrinsic Viscosity (IV) rapidly. Low IV renders the final pellets useless for bottle or sheet manufacturing.
A PET flake pelletizing system mandates intense pre-processing. You must install specialized crystallization units. Intense pre-drying systems remove deep-seated moisture. Furthermore, the extruder configuration differs. We recommend specialized twin-screw designs. Advanced single-screw extruders with high-vacuum capabilities also work. These designs extract gases aggressively to maintain strict IV levels.
Processing Requirement | PP/PE Films | PET Flakes |
|---|---|---|
Bulk Density Challenge | High (Requires Compactor) | Low (Standard Feeding Works) |
Moisture Sensitivity | Moderate (Causes Foaming) | Extreme (Causes IV Drop) |
Screw Configuration | Single Screw | Twin Screw or Specialized Single |
Pre-Drying Needs | Minimal (Handled by Compactor) | Mandatory (Crystallizer Needed) |
The cutting method determines your final pellet shape. It also influences your daily maintenance routines. You must evaluate these three primary technologies carefully.
Strand Pelletizing:
How it works: The extruder pushes melt through a die to form long strands. A long water bath cools these strands. A rotary knife pulls and cuts them into small cylinders.
Best for: Highly viscous materials. PET and engineering plastics perform excellently here. It requires lower initial capital expenditure. However, operators must manually thread broken strands.
Water-Ring (Die-Face) Pelletizing:
How it works: Rotary blades sit flush against the die face. They cut the hot melt immediately upon exit. The spinning blades throw the hot pellets outward into a circulating cooling water ring.
Best for: Standard polyolefins like PP and PE. This system runs highly automatically. It demands a much smaller factory footprint. It completely eliminates strand breakage risks.
Underwater Pelletizing (UWP):
How it works: The entire cutting process occurs completely submerged in water. The melt exits the die directly into a water chamber. Blades cut the polymer, creating perfectly spherical pellets instantly.
Best for: High-capacity production lines. It handles low-viscosity melts effortlessly. It produces premium micro-pellets.
Risk factor: It carries a high capital cost. It also requires complex operator training. Die-hole freezing remains a constant operational risk.
You must look past basic capacity numbers. True machine value lies in component durability and intelligent design. Evaluating hardware quality protects your long-term production stability.
The screw and barrel experience continuous mechanical wear. Rigid plastics act like abrasives. Contaminants like sand or glass fibers accelerate this damage. Standard steel degrades quickly under these conditions. You must insist on bi-metallic treatments. Specialized nitride coatings also resist extreme abrasion. Upgraded metallurgy extends the lifespan of your core components significantly.
Screen changers dictate your labor requirements. Manual or basic hydraulic screen changers cost less initially. However, they force you to halt production during changes. Continuous filtration systems offer a better approach. Laser filters or automated backflush systems clean themselves. They remove solid waste without stopping the melt flow. You trade higher upfront costs for continuous uptime and reduced labor demands.
Electricity consumption dominates your operating expenses. You must track the kWh required to produce one kilogram of pellets. High-quality machines utilize advanced heating and cooling insulation. They deploy premium motor drives. Inverters from brands like Siemens or ABB regulate power precisely. These components project lower long-term operating costs and better profit margins.
Industrial machinery must protect your workforce. Essential safety interlocks prevent access to moving parts. CE or UL certifications verify electrical and structural integrity. Enclosed blade housings stop accidental operator contact. Meeting these industrial compliance standards reduces liability and ensures a safe factory environment.
Purchasing the equipment only represents the first phase. Implementation brings specific operational realities. You need a clear strategy to manage the transition effectively.
Highly automated systems reduce overall headcount. However, they shift your labor requirements. You no longer need manual laborers to load hoppers. Instead, you need skilled technicians. These employees must troubleshoot complex HMI PLC systems. They need to understand melt pressure curves and temperature fluctuations. You must invest heavily in initial operator training.
You cannot escape routine maintenance. Industrial blades dull quickly. You must adhere to strict sharpening and replacement schedules. Screen-changing intervals dictate your daily rhythm. Ignore these schedules, and your pellet quality will plummet. Build predictable maintenance windows into your production calendar.
Do not buy off-the-shelf configurations blindly. When evaluating your PP PE pelletizing line or any other system, follow this logic:
Define your exact input material. Note the bulk density, moisture percentage, and contamination levels accurately.
Define your output target. Specify the MFI requirements, desired pellet shape, and exact hourly throughput.
Demand proof-of-concept testing. Reputable manufacturers will run tests using your actual waste material. Never finalize a purchase without analyzing these test pellets.
A plastic pelletizing machine operates as a tightly integrated system. Feeding, melting, and cutting stages must align perfectly with your target polymer. You cannot force inappropriate materials through a generic setup. Success requires matching mechanical engineering to material realities.
We encourage you to audit your scrap material volume today. Gather your plant engineers and review your current bottlenecks. Contact established equipment manufacturers to discuss your specific material parameters. Request a detailed cost-per-ton analysis on two or three tailored machine configurations. This data-driven approach guarantees a successful recycling investment.
A: A high-quality pelletizing machine typically lasts 10 to 15 years. This lifespan depends entirely on consistent maintenance. You must replace wear parts like blades, screens, and heating bands regularly. Operating with highly abrasive materials shortens screw and barrel life. Proper lubrication and daily inspections ensure maximum longevity.
A: Standard machines struggle with both. Rigid plastics require simple hopper feeding. Flexible films float and bridge, requiring a cutter-compactor. Processing both effectively requires a specialized hybrid machine. It must feature interchangeable feeding mechanisms. However, dedicated lines for each material type generally provide better efficiency and stability.
A: Moisture turns to steam inside the extruder barrel. This trapped gas causes severe foaming at the die head. It creates hollow, brittle pellets. For sensitive materials like PET, moisture breaks down polymer chains, destroying mechanical properties. Proper pre-drying and robust vacuum degassing systems remain critical for wet materials.
A: A single-stage machine uses one extruder barrel. A double-stage machine connects a primary extruder to a secondary one. We use double-stage systems for highly contaminated or heavily printed materials. The secondary barrel allows for an extra filtration step and additional gas venting. This ensures maximum purity for difficult waste streams.