Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-06-02 Origen: Sitio

La transición del abastecimiento de tuberías de PVC a su fabricación requiere cambiar el enfoque de las especificaciones del producto a la confiabilidad de los bienes de capital. Este salto exige un conocimiento profundo de la compleja tecnología de extrusión. La producción de tuberías que cumplen con los estándares a menudo implica cumplir con pautas estrictas como ASTM, DIN o ISO. Esta precisión depende enteramente de la exactitud de su línea de producción. Una sola extrusora simplemente no es suficiente. El proceso de fabricación requiere un sistema de múltiples etapas altamente sincronizado para tener éxito.
Los posibles compradores se enfrentan a una pronunciada curva de aprendizaje. Debe hacer coincidir las especificaciones técnicas con sus requisitos de salida específicos. Navegar por el mercado de equipos puede resultar abrumador. Este artículo detalla la maquinaria exacta que necesita. Explicamos cómo evaluar una configuración de extrusión completa. También describimos las realidades de implementación que enfrentará en la fábrica. Comprender estos factores le garantiza realizar una inversión informada y rentable.
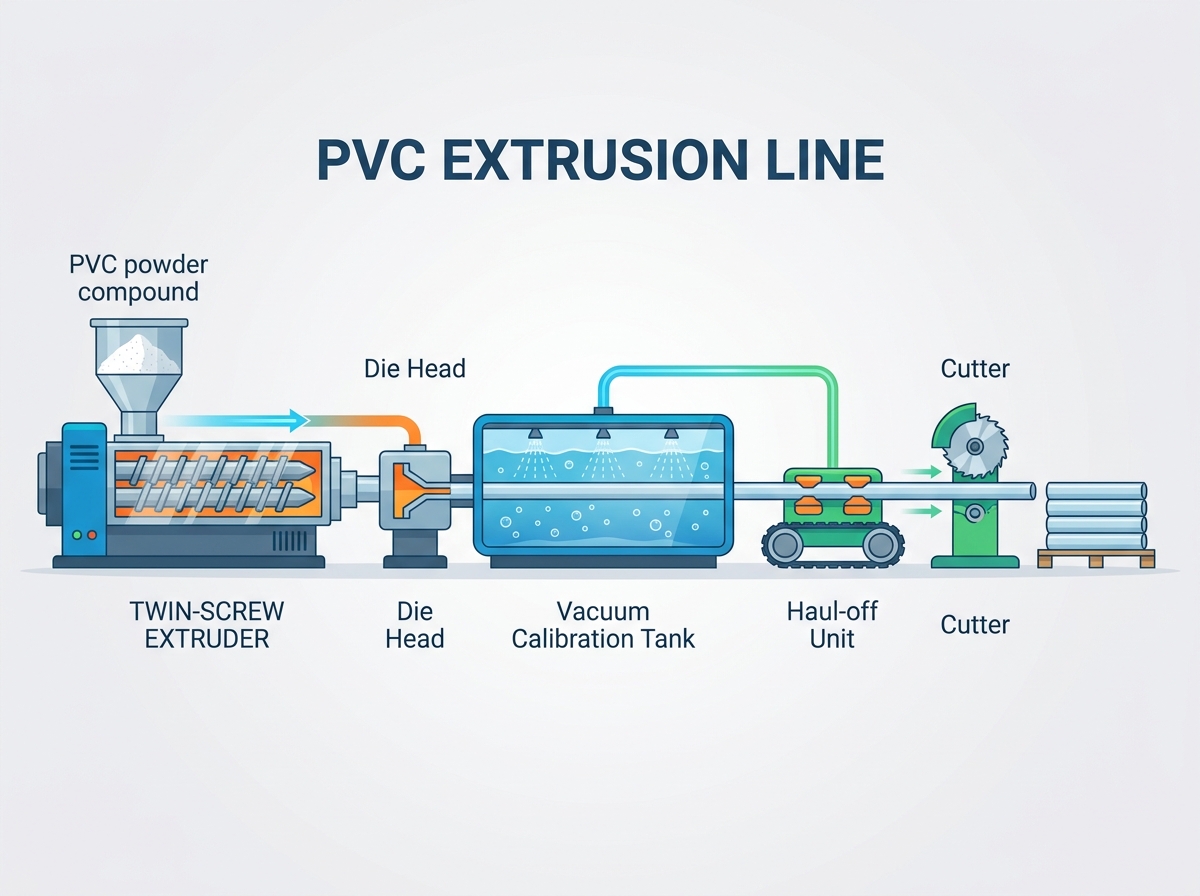
Una completa para fabricar tubos de PVC máquina es en realidad una línea de extrusión integrada que consta de una extrusora de doble tornillo, un cabezal de troquel, un tanque de calibración de vacío, una unidad de transporte y una cortadora.
Las extrusoras cónicas de doble tornillo son el estándar de la industria para el polvo de PVC debido a su alto cizallamiento y su capacidad de plastificación estable.
La evaluación de una máquina de tubos de plástico requiere equilibrar el rendimiento máximo (kg/h) con el consumo de energía y el desgaste a largo plazo del tornillo/barril.
Una implementación exitosa depende tanto de la infraestructura de las instalaciones (circuitos de agua enfriada, estabilidad de la energía) y de la formulación de resina como de la propia maquinaria.
La fabricación de tuberías de PVC es un proceso continuo e ininterrumpido. No puedes confiar en una única máquina independiente. La operación requiere un sistema llave en mano diseñado para la sincronización. Cada componente debe comunicarse sin problemas. un completo La línea de extrusión de tubos de PVC transforma el polvo bruto en tubos terminados cortados a medida. Podemos dividir este complejo sistema en tres etapas principales.
La extrusora actúa como el corazón de su operación. Las extrusoras de un solo tornillo funcionan bien para plásticos granulados como PE o PP. Sin embargo, las extrusoras de doble husillo son absolutamente obligatorias para el PVC. El PVC es muy sensible al calor. Por lo general, también ingresa a la máquina en forma de polvo seco. Los diseños de doble tornillo, ya sean cónicos o paralelos, proporcionan el corte exacto necesario. Evitan que el polvo se queme y garantizan una fusión uniforme.
El tornillo y el cilindro realizan el trabajo pesado. Funden y homogeneizan la resina de PVC. También mezclan aditivos vitales como estabilizadores y lubricantes. Los tornillos entrelazados fuerzan el material hacia adelante. Esta acción crea fricción. La fricción genera la cantidad precisa de calor necesaria para la plastificación. Luego, los calentadores de barril avanzados ajustan esta temperatura. Garantizan que la masa fundida permanezca estable antes de salir de la máquina.
Una vez que el material se derrite, ingresa al cabezal del troquel. La matriz de extrusión juega un papel fundamental. Da forma al plástico fundido en un perfil de tubo continuo. El troquel determina las dimensiones básicas. Distribuye la masa fundida uniformemente alrededor de un mandril central. Este paso es crucial para mantener un espesor de pared constante.
Inmediatamente después del troquel, el tubo caliente ingresa al tanque de calibración de vacío. Este tanque de dimensionamiento cumple una función vital. Enfría instantáneamente la superficie de la tubería. El entorno de vacío empuja el plástico blando contra una funda de latón. Esta acción mantiene la forma exacta de la tubería durante la fase de enfriamiento. Garantiza el cumplimiento de estrictas tolerancias de diámetro exterior (OD) y relación de dimensiones estándar (SDR). El agua rocía continuamente sobre la superficie de la tubería. Este rápido enfriamiento solidifica la estructura.
El equipo aguas abajo maneja la tubería sólida cuando sale de los tanques de enfriamiento. Estas máquinas deben funcionar en perfecta armonía. Evitan estirar o comprimir el producto final.
Unidad de arrastre (Caterpillar): Esta máquina agarra la tubería mediante bloques de goma. Controla la velocidad de tracción y la tensión. La velocidad de extracción debe sincronizarse perfectamente con la salida del extrusor. Cualquier desajuste provoca graves variaciones en el espesor de la pared.
Cortador: Las líneas de extrusión utilizan cortadores planetarios o de sierra. Estas máquinas se sujetan al tubo en movimiento. Se desplazan a su lado para realizar cortes precisos y sin polvo. Los cortadores planetarios giran alrededor de la tubería. Son ideales para diámetros más grandes y paredes más gruesas.
Máquina abocardadora: este equipo crea extremos de encaje para unir tuberías. Puede funcionar en línea o fuera de línea. La abocardadora calienta el extremo del tubo y lo fuerza sobre un molde. Esto forma un encaje perfecto para anillos de goma o juntas de cemento solvente.
Debe diferenciar las configuraciones de la máquina según los requisitos específicos del producto final. Ningún extrusor maneja todos los tipos de tuberías. Lo primero es evaluar las necesidades de su mercado. Luego puede hacer coincidir esas necesidades con las correctas. Especificaciones de la máquina de tubos de plástico .
El UPVC (PVC no plastificado) estándar domina los mercados de plomería y drenaje. Fluye con relativa facilidad cuando se derrite. El CPVC (PVC clorado), sin embargo, presenta un desafío diferente. Los fabricantes utilizan CPVC para líneas de agua caliente y transporte de productos químicos industriales.
El CPVC tiene una viscosidad mucho mayor que el UPVC. También es mucho más corrosivo cuando se calienta. La producción de CPVC requiere diseños de tornillos especializados. Estos tornillos deben generar diferentes velocidades de corte para evitar la degradación del material. También necesita tratamientos mejorados anticorrosión para el cañón. Los barriles de UPVC estándar se degradarán rápidamente si pasa CPVC a través de ellos. Las superficies cromadas o fuertemente bimetálicas son obligatorias para las líneas de CPVC.
Existe una correlación directa entre el diámetro de la tubería y el tamaño del extrusor. No se pueden ejecutar de manera efectiva todos los tamaños de tubería en una sola máquina. Las líneas de producción se clasifican en rangos específicos. Por ejemplo, una línea podría manejar tuberías de 16 mm a 63 mm. Otra línea podría manejar tuberías de 110 mm a 630 mm.
Comprar una máquina de gran tamaño para tubos pequeños es económicamente ineficiente. Utilizar una enorme extrusora SJSZ 92/188 para fabricar un conducto de 20 mm desperdicia enormes cantidades de energía. Además, el material permanece demasiado tiempo en el cañón. Este tiempo de residencia prolongado provoca la degradación de la resina. Por el contrario, una extrusora de tamaño insuficiente no puede mantener la presión necesaria para tuberías grandes y de paredes gruesas.
Rango de diámetro de tubería |
Modelo típico de extrusora |
Aplicación común |
|---|---|---|
16 mm - 63 mm |
SJSZ 51/105 |
Conductos eléctricos, fontanería pequeña. |
75 mm - 250 mm |
SJSZ 65/132 |
Drenaje residencial, suministro de agua. |
110 mm - 315 mm |
SJSZ 80/156 |
Red municipal de agua y alcantarillado. |
315 mm - 630 mm |
SJSZ 92/188 |
Infraestructura subterránea de alta resistencia |
Seleccionar el equipo adecuado requiere métricas objetivas. Se necesitan criterios sólidos para preseleccionar a los fabricantes de maquinaria. La apariencia visual dice muy poco sobre la confiabilidad a largo plazo. Una alta calidad La máquina para fabricar tubos de PVC debe sobresalir en varias dimensiones técnicas.
Muchos compradores evalúan las máquinas únicamente según sus afirmaciones de 'producción máxima'. Este enfoque conlleva un riesgo significativo. Una máquina que diga 500 kg/h podría consumir enormes cantidades de electricidad para alcanzar ese pico. Debe mirar más allá del simple rendimiento.
Resaltar la importancia de medir el consumo energético específico. Esta métrica se expresa como kW/kg. Le indica exactamente cuánta energía se utiliza para producir un kilogramo de tubería. El alto consumo de energía destruye rápidamente los márgenes operativos. Las máquinas modernas utilizan bandas calefactoras optimizadas y motores de accionamiento eficientes. Mantienen un alto rendimiento manteniendo baja la relación kW/kg. Pregunte siempre a los proveedores por datos específicos sobre el consumo de energía bajo cargas operativas normales.
La composición física del extrusor determina su vida útil. La fabricación de PVC a menudo implica formulaciones con alto contenido de relleno. Muchos productores añaden altos niveles de carbonato de calcio para reducir los costos de material. Esta masilla es muy abrasiva. Acelera el desgaste dentro de la cámara de procesamiento.
Debes insistir en tornillos y barriles bimetálicos. Los tratamientos bimetálicos fusionan una aleación dura y resistente al desgaste con el metal base. Esto prolonga significativamente la vida útil de los componentes. Además, busque marcas reconocibles para piezas eléctricas y de transmisión críticas. Los motores Siemens proporcionan un par confiable. Los inversores ABB ofrecen un control de velocidad preciso. Los controladores de temperatura de Omron garantizan que la masa fundida se mantenga dentro de una ventana térmica estricta. Los componentes genéricos y baratos fallan con frecuencia y provocan costosas paradas de línea.
El sistema de control eléctrico actúa como el cerebro de su línea de producción. Evalúe cuidadosamente el PLC (Controlador Lógico Programable). Quiere sistemas centralizados capaces de realizar una sincronización avanzada.
Un PLC de alta gama sincroniza la velocidad del tornillo extrusor con la velocidad de arrastre de la oruga. Si el extrusor aumenta ligeramente, el arrastre se ajusta automáticamente. Esto evita variaciones peligrosas en el espesor de las paredes. También evita que la tubería adquiera forma ovalada. La automatización moderna proporciona interfaces de pantalla táctil. Los operadores pueden monitorear la presión del derretimiento, la temperatura del agua y el consumo de energía en tiempo real. Esta visibilidad es esencial para mantener la calidad del producto.
Los compradores suelen centrarse exclusivamente en la maquinaria. Pasan por alto requisitos cruciales de las instalaciones hasta que el equipo llega al sitio. Una prima La línea de extrusión de tubos de PVC tendrá un rendimiento inferior en una fábrica mal preparada. Debe abordar la infraestructura y el manejo de materiales antes de que comience la instalación.
Las líneas de extrusión exigen una importante infraestructura eléctrica. Debe detallar la enorme huella de energía requerida durante el inicio. Calentar el barril a temperatura ambiente genera una corriente máxima. Los transformadores de sus instalaciones deben soportar este aumento inicial. El funcionamiento continuo requiere menos energía, pero el suministro debe permanecer perfectamente estable. Las caídas de voltaje dispararán los inversores y detendrán la producción.
La refrigeración es tan crítica como la calefacción. Debe instalar un robusto sistema de refrigeración industrial de circuito cerrado. El agua de la ciudad rara vez es lo suficientemente fría o consistente. Los tanques de calibración de vacío requieren un volumen enorme de agua fría. Una refrigeración inadecuada limita gravemente la velocidad de la línea. También arruina las dimensiones de la tubería porque el plástico permanece blando durante demasiado tiempo. No subestime sus necesidades de capacidad de refrigeración.
Ni siquiera la mejor máquina puede solucionar la mala química. Una línea de primer nivel seguirá produciendo tuberías quebradizas si la formulación de mezcla seca es incorrecta. La resina de PVC requiere una mezcla precisa de estabilizadores, lubricantes y modificadores. Estos productos químicos evitan que se queme y garantizan un flujo suave.
La habilidad del operador influye mucho en la calidad final. La puesta en marcha de la máquina debe incluir una formación rigurosa del operador. Su equipo debe comprender cómo solucionar problemas de temperatura de fusión. Deben reconocer las fluctuaciones de presión y ajustar las bandas calefactoras en consecuencia. Los operadores expertos pueden leer las condiciones internas del barril simplemente observando el acabado de la superficie de la tubería. La inversión en formación se amortiza gracias a la reducción de las tasas de desperdicio.
Acercarse eficazmente a los proveedores de maquinaria B2B requiere preparación. Debes comunicar tus necesidades claramente. Las solicitudes vagas dan lugar a cotizaciones inexactas. Un enfoque estructurado le ayuda a diferenciar a los fabricantes fiables de los simples ensambladores. Encontrar lo correcto La máquina para fabricar tubos de PVC requiere una investigación diligente.
Proporcione datos específicos para obtener una propuesta precisa. Recopile esta información antes de enviar una consulta:
Diámetros exactos de tubería: enumere los diámetros exteriores mínimos y máximos que planea producir.
Rangos de espesor de pared: defina las clasificaciones SDR o PN (presión nominal) requeridas.
Producción objetivo: Indique su capacidad esperada en kilogramos por hora (kg/hr).
Dimensiones del diseño de fábrica: proporcione la longitud y el ancho exactos de su piso de producción. Las líneas típicas necesitan de 25 a 35 metros de espacio lineal.
Especificaciones de la fuente de alimentación: tenga en cuenta el voltaje y la frecuencia locales (por ejemplo, 380 V/50 Hz o 480 V/60 Hz).
Esté atento a las señales de advertencia durante el proceso de negociación. Proteja su inversión evitando proveedores que muestren estas características:
Proveedores que no pueden proporcionar una lista de materiales (BOM) detallada para los componentes eléctricos. Necesita saber exactamente qué motores y PLC utilizan.
Falta de claridad sobre el soporte de instalación. Si no ofrecen puesta en marcha o disponibilidad de repuestos localizados, aléjese.
Rendimiento demasiado prometedor sin tener en cuenta el material. Las afirmaciones de resultados poco realistas que ignoran la gravedad específica del compuesto requerido generalmente indican un argumento de venta deshonesto.
Renuencia a compartir referencias o permitir visitas a la fábrica. Los fabricantes de renombre quieren que vea sus centros de mecanizado.
La máquina utilizada para fabricar tubos de PVC es mucho más que una simple extrusora. Se trata de una línea de extrusión sincronizada centrada alrededor de un sistema de doble tornillo de alto cizallamiento. Cada etapa depende de la anterior. El vacío de calibración debe mantener la forma extruida por el troquel. El arrastre debe tirar al ritmo exacto que empuja el cañón.
La mejor inversión no es necesariamente la máquina inicial más barata. El verdadero valor reside en la eficiencia energética verificable. Proviene de una metalurgia robusta diseñada para una resistencia al desgaste a largo plazo. La sincronización posterior confiable evita desechos y garantiza el cumplimiento de estrictos estándares dimensionales.
El siguiente paso es la preparación práctica. Audite la infraestructura eléctrica de sus instalaciones. Verifique su capacidad de enfriamiento de agua helada. Complete estas verificaciones de las instalaciones antes de finalizar las especificaciones de la máquina con el proveedor elegido.
R: Las extrusoras de un solo tornillo se utilizan normalmente para fundir gránulos como PE o PP. Se requieren extrusoras de doble tornillo para el polvo de PVC. Proporcionan el control necesario de cizallamiento, mezcla y fricción para evitar que el material de PVC sensible al calor se degrade durante la plastificación.
R: Una línea de producción estándar para tubos de hasta 110 mm generalmente requiere una huella lineal de 25 a 35 metros. También necesita espacio adicional para mezclar materias primas, unidades de refrigeración y estantes de almacenamiento de productos terminados.
R: La velocidad de producción está limitada por tres factores principales. Estos incluyen la capacidad máxima de plastificación del extrusor, la eficiencia de enfriamiento del tanque de calibración de vacío y la formulación química específica de su compuesto de mezcla seca de PVC.
R: Si bien puedes cambiar los troqueles de extrusión, una extrusora está optimizada para un rango de salida específico. Colocar tuberías muy pequeñas en una extrusora masiva es muy ineficiente y corre el riesgo de quemar el material. Las líneas se clasifican en rangos específicos como 16-63 mm o 75-250 mm.