Просмотры: 0 Автор: Редактор сайта Время публикации: 2026-06-02 Происхождение: Сайт

Переход от закупок труб из ПВХ к их производству требует смещения акцента со спецификаций продукции на надежность основного оборудования. Этот скачок требует глубокого понимания сложной технологии экструзии. Производство труб, соответствующих стандартам, часто предполагает соблюдение строгих стандартов, таких как ASTM, DIN или ISO. Такая точность полностью зависит от точности вашей производственной линии. Одного автономного экструдера просто недостаточно. Для успеха производственного процесса требуется высокосинхронизированная многоступенчатая система.
Потенциальным покупателям предстоит пройти крутой курс обучения. Вы должны сопоставить технические характеристики с вашими конкретными требованиями к выходу. Навигация на рынке оборудования может показаться сложной задачей. В этой статье подробно описано, какое именно оборудование вам нужно. Мы объясняем, как оценить полную установку экструзии. Мы также описываем реалии реализации, с которыми вы столкнетесь в заводских цехах. Понимание этих факторов гарантирует, что вы сделаете осознанную и прибыльную инвестицию.
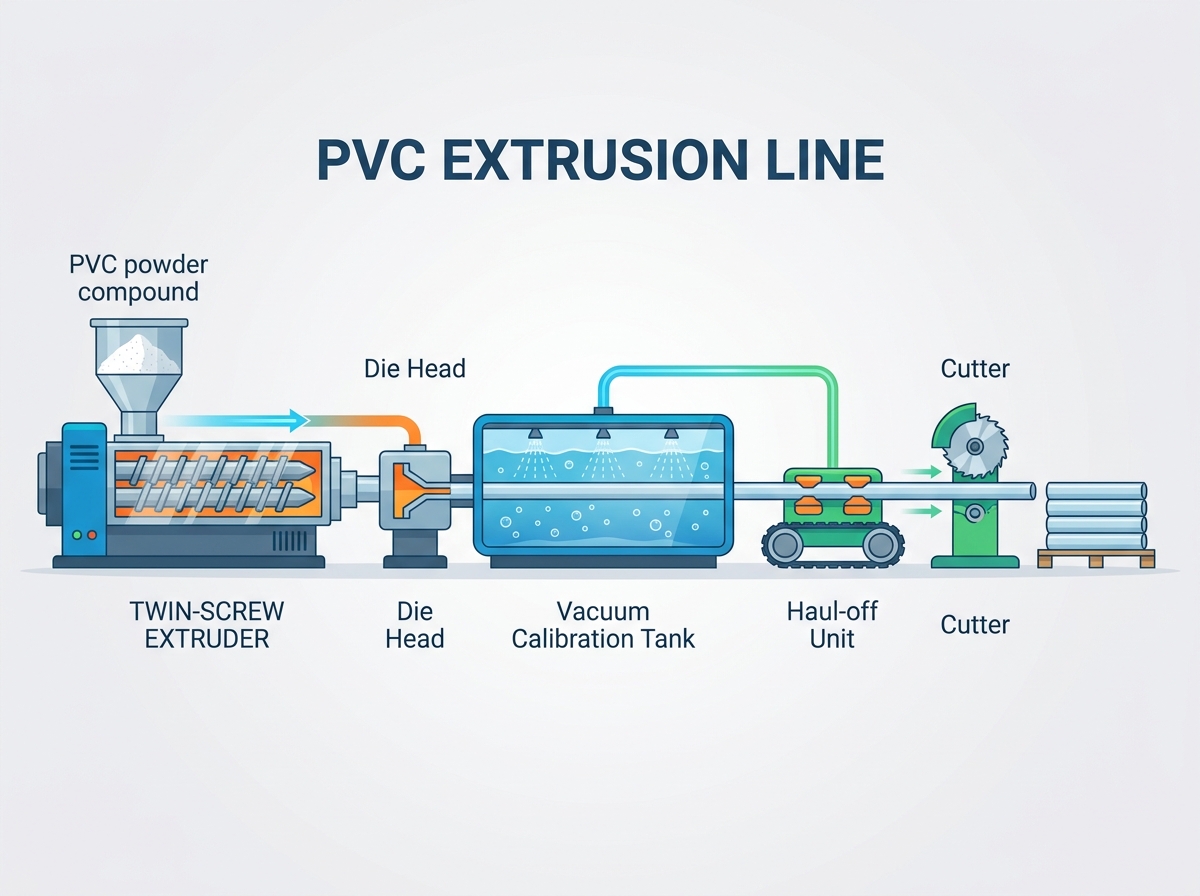
Полноценная машина для производства труб из ПВХ на самом деле представляет собой интегрированную экструзионную линию, состоящую из двухшнекового экструдера, экструзионной головки, вакуумного калибровочного резервуара, устройства вытягивания и резака.
Конические двухшнековые экструдеры являются отраслевым стандартом для порошка ПВХ благодаря их высокой сдвиговой способности и стабильной пластификации.
Для оценки машины для производства пластиковых труб необходимо сбалансировать максимальную производительность (кг/ч) с потреблением энергии и долговременным износом шнека/цилиндра.
Успешная реализация во многом зависит от инфраструктуры предприятия (контуры охлажденной воды, стабильность электропитания) и состава смолы, а также от самого оборудования.
Производство труб ПВХ – это непрерывный, непрерывный процесс. Вы не можете полагаться на одну автономную машину. Для работы необходима готовая система, предназначенная для синхронизации. Каждый компонент должен беспрепятственно взаимодействовать. Полный Линия экструзии труб из ПВХ превращает сырой порошок в готовые трубы, нарезанные по длине. Мы можем разбить эту сложную систему на три основных этапа.
Экструдер является сердцем вашего производства. Одношнековые экструдеры хорошо подходят для гранулированных пластиков, таких как полиэтилен или полипропилен. Однако для ПВХ абсолютно необходимы двухшнековые экструдеры. ПВХ очень термочувствителен. Он также обычно поступает в машину в виде сухого порошка. Двухшнековые конструкции, конические или параллельные, обеспечивают точный необходимый сдвиг. Они предотвращают горение порошка, обеспечивая при этом равномерное плавление.
Винт и цилиндр выполняют тяжелую работу. Они плавят и гомогенизируют смолу ПВХ. Они также содержат жизненно важные присадки, такие как стабилизаторы и смазочные материалы. Зацепляющиеся винты продвигают материал вперед. Это действие создает трение. Трение генерирует точное количество тепла, необходимое для пластификации. Усовершенствованные нагреватели ствола затем точно настраивают эту температуру. Они гарантируют, что расплав остается стабильным до того, как он выйдет из машины.
Как только материал расплавится, он поступает в фильерную головку. Экструзионная матрица играет решающую роль. Он формирует из расплавленного пластика непрерывный профиль трубы. Матрица определяет основные размеры. Он равномерно распределяет расплав вокруг центральной оправки. Этот шаг имеет решающее значение для поддержания постоянной толщины стенок.
Сразу после штампа горячая труба поступает в вакуумный калибровочный резервуар. Этот калибровочный резервуар выполняет жизненно важную функцию. Он мгновенно охлаждает поверхность трубы. Вакуумная среда прижимает мягкий пластик к латунной калибровочной втулке. Это действие сохраняет точную форму трубы на этапе охлаждения. Это гарантирует соблюдение строгих допусков на внешний диаметр (OD) и стандартное соотношение размеров (SDR). Вода непрерывно распыляется по поверхности трубы. Такое быстрое охлаждение укрепляет структуру.
Последующее оборудование обрабатывает твердую трубу на выходе из охлаждающих резервуаров. Эти машины должны работать в идеальной гармонии. Они предотвращают растяжение или сжатие конечного продукта.
Тяговое устройство (Caterpillar): Эта машина захватывает трубу с помощью резиновых блоков. Он контролирует скорость и натяжение тяги. Скорость вытягивания должна идеально синхронизироваться с производительностью экструдера. Любое несоответствие приводит к серьезным изменениям толщины стенок.
Резак: На экструзионных линиях используются планетарные или пильные фрезы. Эти машины зажимаются на движущейся трубе. Они перемещаются рядом с ним, чтобы выполнять точные резы без пыли. Планетарные фрезы вращаются вокруг трубы. Они идеально подходят для больших диаметров и толстых стенок.
Раструбовочная машина: это оборудование создает раструбы для соединения труб. Он может работать как в режиме онлайн, так и в автономном режиме. Раструбная машина нагревает конец трубы и надавливает на форму. Это образует идеальное гнездо для резиновых колец или соединений, заклеенных растворителем.
Вы должны различать конфигурации машин в зависимости от конкретных требований к конечному продукту. Ни один экструдер не обрабатывает все типы труб. Оценка потребностей вашего рынка стоит на первом месте. Затем вы сможете сопоставить эти потребности с правильными Технические характеристики машины для производства пластиковых труб .
Стандартный UPVC (непластифицированный ПВХ) доминирует на рынках сантехники и канализации. При плавлении он сравнительно легко течет. Однако ХПВХ (хлорированный ПВХ) представляет собой другую проблему. Производители используют ХПВХ для линий горячего водоснабжения и транспортировки промышленных химикатов.
ХПВХ имеет гораздо более высокую вязкость, чем УПВХ. Он также значительно более агрессивен при нагревании. Производство ХПВХ требует специальной конструкции винтов. Эти винты должны генерировать разные скорости сдвига, чтобы предотвратить деградацию материала. Также необходима усиленная антикоррозийная обработка ствола. Стандартные бочки из ПВХ быстро разрушатся, если вы пропустите через них ХПВХ. Для линий из ХПВХ обязательны хромированные или сильно биметаллические поверхности.
Существует прямая корреляция между диаметром трубы и размером экструдера. Вы не можете эффективно обрабатывать трубы всех размеров на одной машине. Производственные линии подразделяются на определенные диапазоны. Например, линия может обрабатывать трубы диаметром от 16 до 63 мм. Другая линия может обрабатывать трубы диаметром от 110 до 630 мм.
Покупать негабаритный станок для небольших труб экономически неэффективно. Использование огромного экструдера SJSZ 92/188 для изготовления труб диаметром 20 мм требует огромного количества энергии. Материал также остается в бочке слишком долго. Такое длительное время пребывания приводит к деградации смолы. И наоборот, экструдер недостаточного размера не может поддерживать давление, необходимое для больших толстостенных труб.
Диапазон диаметров труб |
Типичная модель экструдера |
Общее приложение |
|---|---|---|
16 мм - 63 мм |
СЖСЗ 51/105 |
Электропроводка, малая сантехника |
75 мм - 250 мм |
СЖСЗ 65/132 |
Канализация жилых домов, водоснабжение |
110 мм - 315 мм |
СЖСЗ 80/156 |
Городской водопровод, канализация |
315 мм - 630 мм |
СЖСЗ 92/188 |
Мощная подземная инфраструктура |
Выбор правильного оборудования требует объективных показателей. Вам нужны надежные критерии для отбора производителей оборудования. Внешний вид мало что говорит о долгосрочной надежности. Высококачественный Машина для производства труб из ПВХ должна отличаться по нескольким техническим параметрам.
Многие покупатели оценивают машины исключительно по заявлению о «максимальной производительности». Такой подход несет в себе значительный риск. Машина, производительность которой составляет 500 кг/ч, может потреблять огромное количество электроэнергии, чтобы достичь этого пика. Вы должны выйти за рамки простой пропускной способности.
Подчеркните важность измерения удельного энергопотребления. Этот показатель выражается в кВт/кг. Он точно сообщает вам, сколько энергии вы тратите на производство одного килограмма труб. Высокое потребление энергии быстро снижает операционную рентабельность. В современных машинах используются оптимизированные ленты нагревателей и эффективные приводные двигатели. Они поддерживают высокую производительность при низком соотношении кВт/кг. Всегда спрашивайте у поставщиков конкретные данные о потреблении энергии при нормальных рабочих нагрузках.
Физический состав экструдера определяет срок его службы. Производство ПВХ часто включает в себя составы с высоким содержанием наполнителей. Многие производители добавляют большое количество карбоната кальция, чтобы снизить затраты на материалы. Этот наполнитель обладает высокой абразивностью. Это ускоряет износ внутри рабочей камеры.
Вы должны настаивать на биметаллических винтах и цилиндрах. Биметаллическая обработка соединяет твердый, износостойкий сплав с основным металлом. Это значительно продлевает срок службы компонентов. Кроме того, ищите узнаваемые бренды критически важных электрических и приводных деталей. Двигатели Siemens обеспечивают надежный крутящий момент. Инверторы АББ обеспечивают точный контроль скорости. Контроллеры температуры Omron обеспечивают нахождение расплава в строгом температурном окне. Дешевые стандартные компоненты часто выходят из строя и вызывают дорогостоящие остановки линий.
Электрическая система управления действует как мозг вашей производственной линии. Внимательно оцените ПЛК (программируемый логический контроллер). Вам нужны централизованные системы с расширенной синхронизацией.
Высокопроизводительный ПЛК синхронизирует скорость шнека экструдера со скоростью вытягивания гусеницы. Если экструдер слегка поднимается, тяга регулируется автоматически. Это предотвращает опасные изменения толщины стенок. Это также предотвращает придание трубе овальной формы. Современная автоматизация обеспечивает интерфейсы с сенсорным экраном. Операторы могут контролировать давление расплава, температуру воды и потребляемую мощность в режиме реального времени. Эта прозрачность необходима для поддержания качества продукции.
Покупатели часто полностью сосредотачиваются на технике. Они упускают из виду важнейшие требования объекта до тех пор, пока оборудование не прибудет на объект. Премиум Линия по производству труб из ПВХ будет работать хуже на плохо подготовленном заводе. Прежде чем начать установку, вам необходимо заняться инфраструктурой и погрузочно-разгрузочными работами.
Экструзионные линии требуют наличия серьезной электрической инфраструктуры. Вы должны подробно описать огромное энергопотребление, необходимое во время запуска. Нагрев ствола от комнатной температуры вызывает пиковый ток. Трансформаторы вашего предприятия должны выдержать этот первоначальный скачок напряжения. Непрерывная работа требует меньше энергии, но питание должно оставаться совершенно стабильным. Падение напряжения приведет к отключению инверторов и остановке производства.
Охлаждение так же важно, как и обогрев. Вам необходимо установить надежную промышленную холодильную систему с замкнутым контуром. Городская вода редко бывает достаточно холодной или достаточно стабильной. Для вакуумных калибровочных резервуаров требуется большой объем охлажденной воды. Недостаточное охлаждение серьезно ограничивает скорость вашей линии. Это также ухудшает размеры трубы, поскольку пластик слишком долго остается мягким. Не стоит недооценивать свои потребности в холодопроизводительности.
Даже самая лучшая машина не сможет исправить плохую химию. Линия высшего уровня по-прежнему будет производить хрупкие трубы, если рецептура сухой смеси неверна. ПВХ-смола требует точного сочетания стабилизаторов, смазок и модификаторов. Эти химические вещества предотвращают горение и обеспечивают плавный поток.
Навыки оператора сильно влияют на конечное качество. Ввод машины в эксплуатацию должен включать тщательное обучение операторов. Ваша команда должна понимать, как устранять проблемы с температурой плавления. Им необходимо распознавать колебания давления и соответствующим образом регулировать диапазоны нагревателей. Квалифицированные операторы могут определить внутреннее состояние ствола, просто наблюдая за чистотой поверхности трубы. Инвестиции в обучение окупаются за счет снижения процента брака.
Эффективный подход к поставщикам оборудования B2B требует подготовки. Вы должны четко сообщить о своих потребностях. Расплывчатые запросы приводят к неточным котировкам. Структурированный подход помогает отделить надежных производителей от простых сборщиков. Нахождение правильного Машина для производства труб из ПВХ требует тщательной проверки.
Предоставьте конкретные данные, чтобы получить точное предложение. Прежде чем отправлять запрос, соберите эту информацию:
Точные диаметры труб: укажите минимальный и максимальный наружные диаметры, которые вы планируете производить.
Диапазоны толщины стенок. Определите требуемые значения SDR или PN (номинальное давление).
Целевой результат: укажите ожидаемую производительность в килограммах в час (кг/ч).
Размеры заводской планировки: укажите точную длину и ширину вашего производственного цеха. Типичным линиям требуется от 25 до 35 метров линейного пространства.
Характеристики источника питания: обратите внимание на местное напряжение и частоту (например, 380 В/50 Гц или 480 В/60 Гц).
Следите за предупреждающими знаками во время переговорного процесса. Защитите свои инвестиции, избегая поставщиков, которые демонстрируют следующие черты:
Поставщики, которые не могут предоставить подробную спецификацию электрических компонентов. Вам нужно точно знать, чьи двигатели и ПЛК они используют.
Отсутствие ясности в поддержке установки. Если они не предлагают ввод в эксплуатацию или наличие локализованных запасных частей, уходите.
Слишком многообещающая производительность без учета вашего материала. Заявления о нереалистичных результатах, в которых игнорируется удельный вес требуемого соединения, обычно указывают на нечестную рекламную кампанию.
Нежелание делиться отзывами или разрешать посещение фабрик. Авторитетные производители хотят, чтобы вы увидели их обрабатывающие центры.
Машина, используемая для изготовления труб из ПВХ, представляет собой нечто большее, чем один экструдер. Это синхронизированная экструзионная линия, основанная на двухшнековой системе с высоким сдвиговым усилием. Каждый этап зависит от предыдущего. Калибровочный вакуум должен удерживать форму, выдавленную матрицей. Тяговое усилие должно тянуться с той же скоростью, с которой толкает ствол.
Лучшая инвестиция – это не обязательно самая дешевая машина с первоначальным взносом. Истинная ценность заключается в поддающейся проверке энергоэффективности. Он изготовлен из прочной металлургии и рассчитан на длительную износостойкость. Надежная синхронизация на выходе предотвращает брак и гарантирует соответствие строгим стандартам размеров.
Ваш следующий шаг – практическая подготовка. Проведите аудит энергетической инфраструктуры вашего объекта. Проверьте свою охлаждающую способность охлажденной воды. Выполните эти проверки оборудования, прежде чем окончательно согласовать технические характеристики машины с выбранным вами поставщиком.
Ответ: Одношнековые экструдеры обычно используются для плавления гранул, таких как полиэтилен или полипропилен. Для порошка ПВХ необходимы двухшнековые экструдеры. Они обеспечивают необходимый контроль сдвига, смешивания и трения, чтобы предотвратить разрушение термочувствительного ПВХ-материала во время пластификации.
Ответ: Стандартная линия по производству труб диаметром до 110 мм обычно требует погонной площади от 25 до 35 метров. Вам также потребуется дополнительная площадь для смешивания сырья, холодильных установок и стеллажей для хранения готовой продукции.
Ответ: Скорость производства ограничивается тремя основными факторами. К ним относятся максимальная производительность экструдера по пластификации, эффективность охлаждения вакуумного калибровочного резервуара и конкретный химический состав вашей сухой смеси ПВХ.
О: Хотя вы можете менять экструзионные матрицы, экструдер оптимизирован для определенного диапазона производительности. Использование очень маленьких труб в массивном экструдере крайне неэффективно и сопряжено с риском сжигания материала. Лески подразделяются на определенные диапазоны, например, 16–63 мм или 75–250 мм.