Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-06-02 Origine : Site

Passer de l’approvisionnement en tuyaux en PVC à leur fabrication nécessite de passer des spécifications du produit à la fiabilité des biens d’équipement. Ce saut nécessite une compréhension approfondie de la technologie d’extrusion complexe. La production de tuyaux conformes aux normes implique souvent le respect de directives strictes telles que ASTM, DIN ou ISO. Une telle précision dépend entièrement de la précision de votre ligne de production. Une seule extrudeuse autonome ne suffit tout simplement pas. Le processus de fabrication nécessite un système à plusieurs étapes hautement synchronisé pour réussir.
Les acheteurs potentiels sont confrontés à une courbe d’apprentissage abrupte. Vous devez faire correspondre les spécifications techniques à vos exigences de production spécifiques. Naviguer sur le marché de l’équipement peut sembler écrasant. Cet article détaille les machines exactes dont vous avez besoin. Nous expliquons comment évaluer une configuration d'extrusion complète. Nous décrivons également les réalités de mise en œuvre auxquelles vous serez confronté en usine. Comprendre ces facteurs vous garantit de réaliser un investissement éclairé et rentable.
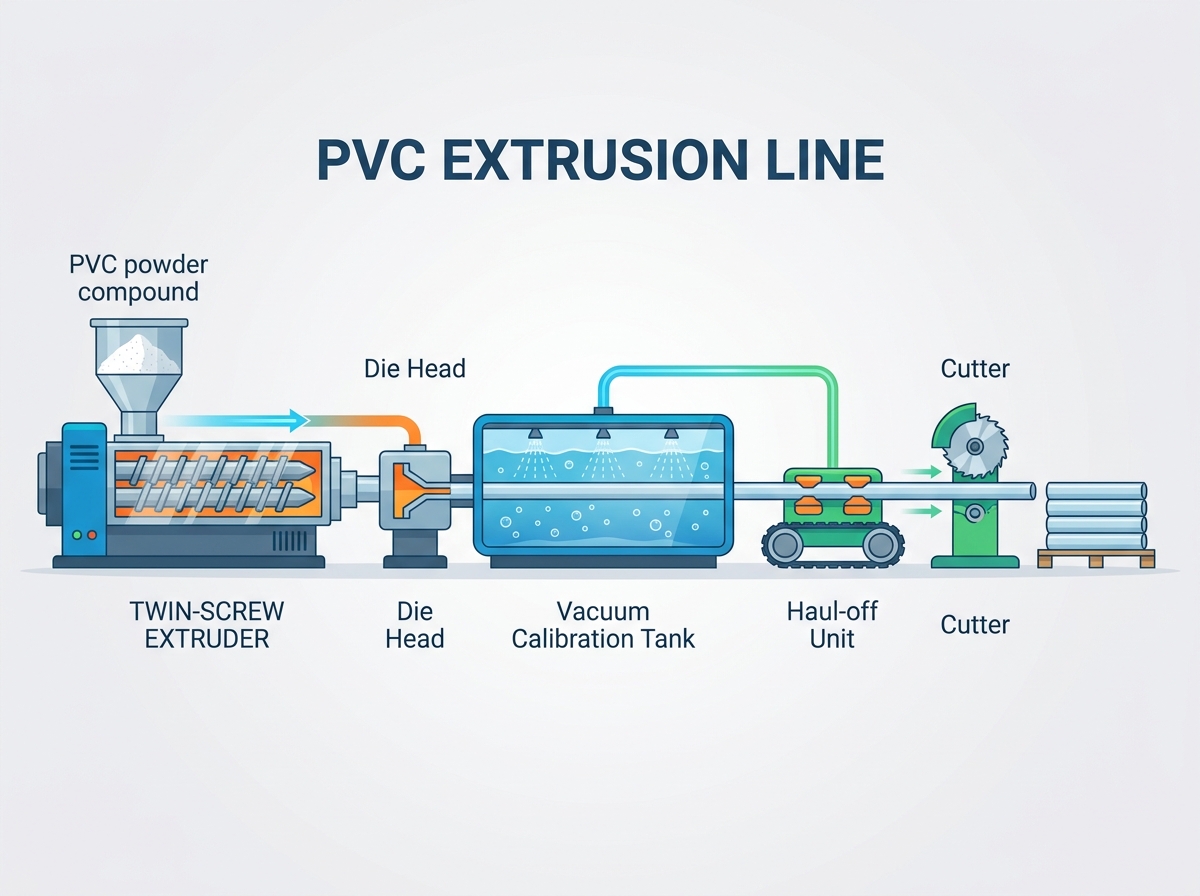
Une complète de fabrication de tuyaux en PVC machine est en fait une ligne d'extrusion intégrée composée d'une extrudeuse à double vis, d'une tête de filière, d'un réservoir d'étalonnage sous vide, d'une unité de transport et d'un coupeur.
Les extrudeuses coniques à double vis sont la norme industrielle pour la poudre de PVC en raison de leurs capacités de cisaillement élevées et de plastification stable.
L'évaluation d'une machine à tubes en plastique nécessite d'équilibrer le débit maximum (kg/h) avec la consommation d'énergie et l'usure à long terme de la vis/du baril.
Une mise en œuvre réussie dépend autant de l’infrastructure des installations (boucles d’eau glacée, stabilité de l’alimentation électrique) et de la formulation de la résine que des machines elles-mêmes.
La fabrication de tuyaux en PVC est un processus continu et ininterrompu. Vous ne pouvez pas compter sur une seule machine autonome. L'opération nécessite un système clé en main conçu pour la synchronisation. Chaque composant doit communiquer de manière transparente. Un complet La ligne d’extrusion de tuyaux en PVC transforme la poudre brute en tuyaux finis coupés à longueur. Nous pouvons décomposer ce système complexe en trois étapes principales.
L’extrudeuse constitue le cœur de votre opération. Les extrudeuses monovis fonctionnent bien pour les plastiques granulés comme le PE ou le PP. Cependant, les extrudeuses bi-vis sont absolument obligatoires pour le PVC. Le PVC est très sensible à la chaleur. Il entre également généralement dans la machine sous forme de poudre sèche. Les conceptions à double vis, qu'elles soient coniques ou parallèles, fournissent le cisaillement exact nécessaire. Ils empêchent la poudre de brûler tout en assurant une fonte uniforme.
La vis et le canon effectuent le gros du travail. Ils fondent et homogénéisent la résine PVC. Ils intègrent également des additifs essentiels tels que des stabilisants et des lubrifiants. Les vis s'engrenant poussent le matériau vers l'avant. Cette action crée des frictions. Le frottement génère la quantité précise de chaleur nécessaire à la plastification. Des chauffe-barils avancés ajustent ensuite cette température. Ils garantissent que la matière fondue reste stable avant de sortir de la machine.
Une fois le matériau fondu, il entre dans la tête de filière. La filière d'extrusion joue un rôle essentiel. Il façonne le plastique fondu en un profilé de tuyau continu. Le dé détermine les dimensions de base. Il répartit la matière fondue uniformément autour d'un mandrin central. Cette étape est cruciale pour maintenir une épaisseur de paroi constante.
Immédiatement après la filière, le tuyau chaud entre dans le réservoir d'étalonnage sous vide. Ce réservoir de dimensionnement remplit une fonction vitale. Il refroidit instantanément la surface du tuyau. L'environnement sous vide tire le plastique souple contre un manchon de calibrage en laiton. Cette action maintient la forme exacte du tuyau pendant la phase de refroidissement. Il garantit que vous respectez les tolérances strictes du diamètre extérieur (OD) et du rapport dimensionnel standard (SDR). L'eau pulvérise continuellement sur la surface du tuyau. Ce refroidissement rapide solidifie la structure.
L'équipement en aval gère le tuyau solide à sa sortie des réservoirs de refroidissement. Ces machines doivent fonctionner en parfaite harmonie. Ils empêchent l'étirement ou la compression du produit final.
Unité de transport (Caterpillar) : Cette machine saisit le tuyau à l'aide de blocs de caoutchouc. Il contrôle la vitesse et la tension de traction. La vitesse de tirage doit être parfaitement synchronisée avec le débit de l'extrudeuse. Tout décalage entraîne de graves variations d’épaisseur de paroi.
Cutter : Les lignes d'extrusion utilisent des couteaux planétaires ou à scie. Ces machines se fixent sur le tuyau en mouvement. Ils se déplacent à ses côtés pour réaliser des coupes précises et sans poussière. Les couteaux planétaires tournent autour du tuyau. Ils sont idéaux pour les diamètres plus grands et les parois plus épaisses.
Belling Machine : Cet équipement crée des extrémités de douilles pour le raccordement de tuyaux. Il peut fonctionner en ligne ou hors ligne. La clocheuse chauffe l'extrémité du tuyau et la force sur un moule. Cela forme une douille parfaite pour les anneaux en caoutchouc ou les joints de colle à solvant.
Vous devez différencier les configurations de machines en fonction des exigences spécifiques de votre produit final. Aucune extrudeuse ne gère à elle seule tous les types de tuyaux. L’évaluation des besoins de votre marché est une priorité. Vous pouvez ensuite faire correspondre ces besoins aux bons de la machine à tuyaux en plastique . Spécifications
L'UPVC standard (PVC non plastifié) domine les marchés de la plomberie et du drainage. Il coule relativement facilement une fois fondu. Le CPVC (PVC chloré) présente cependant un défi différent. Les fabricants utilisent le CPVC pour les conduites d’eau chaude et le transport de produits chimiques industriels.
Le CPVC a une viscosité beaucoup plus élevée que l'UPVC. Il est également nettement plus corrosif lorsqu’il est chauffé. La production de CPVC nécessite des conceptions de vis spécialisées. Ces vis doivent générer des taux de cisaillement différents pour éviter la dégradation du matériau. Vous avez également besoin de traitements anticorrosion améliorés pour le canon. Les barils UPVC standard se dégraderont rapidement si vous y faites passer du CPVC. Les surfaces chromées ou fortement bimétalliques sont obligatoires pour les lignes CPVC.
Il existe une corrélation directe entre le diamètre du tuyau et la taille de l'extrudeuse. Vous ne pouvez pas exécuter efficacement toutes les tailles de tuyaux sur une seule machine. Les lignes de production sont classées en gammes spécifiques. Par exemple, une ligne peut gérer des tuyaux de 16 mm à 63 mm. Une autre ligne pourrait traiter des tuyaux de 110 mm à 630 mm.
L’achat d’une machine surdimensionnée pour les petits tuyaux est économiquement inefficace. Faire fonctionner une énorme extrudeuse SJSZ 92/188 pour fabriquer des conduits de 20 mm gaspille d'énormes quantités d'énergie. Le matériau reste également trop longtemps dans le fût. Ce temps de séjour prolongé provoque une dégradation de la résine. À l’inverse, une extrudeuse sous-dimensionnée ne peut pas maintenir la pression nécessaire pour les gros tuyaux à parois épaisses.
Plage de diamètre de tuyau |
Modèle d'extrudeuse typique |
Application commune |
|---|---|---|
16mm - 63mm |
SJSZ51/105 |
Conduit électrique, petite plomberie |
75mm - 250mm |
SJSZ65/132 |
Drainage résidentiel, approvisionnement en eau |
110mm - 315mm |
SJSZ80/156 |
Eau municipale, égouts |
315mm - 630mm |
SJSZ92/188 |
Infrastructure souterraine robuste |
La sélection du bon équipement nécessite des mesures objectives. Vous avez besoin de critères solides pour présélectionner les fabricants de machines. L’apparence visuelle vous en dit très peu sur la fiabilité à long terme. Une haute qualité La machine de fabrication de tuyaux en PVC doit exceller dans plusieurs dimensions techniques.
De nombreux acheteurs évaluent les machines uniquement sur la base des allégations de « sortie maximale ». Cette approche comporte des risques importants. Une machine prétendant atteindre 500 kg/h pourrait consommer d’énormes quantités d’électricité pour atteindre ce pic. Vous devez regarder au-delà du simple débit.
Soulignez l’importance de mesurer la consommation d’énergie spécifique. Cette métrique est exprimée en kW/kg. Il vous indique exactement la quantité d’énergie que vous utilisez pour produire un kilogramme de tuyau. Une consommation énergétique élevée détruit rapidement les marges opérationnelles. Les machines modernes utilisent des bandes chauffantes optimisées et des moteurs d'entraînement efficaces. Ils maintiennent un rendement élevé tout en maintenant un rapport kW/kg faible. Demandez toujours aux fournisseurs des données spécifiques sur la consommation d’énergie sous des charges de fonctionnement normales.
La composition physique de l’extrudeuse détermine sa durée de vie. La fabrication du PVC implique souvent des formulations riches en charges. De nombreux producteurs ajoutent des niveaux élevés de carbonate de calcium pour réduire les coûts des matériaux. Cette charge est très abrasive. Cela accélère l’usure à l’intérieur de la chambre de traitement.
Il faut insister sur les vis et barillets bimétalliques. Les traitements bimétalliques fusionnent un alliage dur et résistant à l'usure au métal de base. Cela prolonge considérablement la durée de vie des composants. Recherchez également des marques reconnaissables pour les pièces électriques et d’entraînement critiques. Les moteurs Siemens fournissent un couple fiable. Les onduleurs ABB offrent un contrôle précis de la vitesse. Les contrôleurs de température Omron garantissent que la matière fondue reste dans une fenêtre thermique stricte. Les composants génériques bon marché tombent fréquemment en panne et provoquent des arrêts de ligne coûteux.
Le système de contrôle électrique constitue le cerveau de votre ligne de production. Évaluez soigneusement le PLC (Programmable Logic Controller). Vous voulez des systèmes centralisés capables de synchronisation avancée.
Un automate haut de gamme synchronise la vitesse de la vis de l'extrudeuse avec la vitesse de transport de la chenille. Si l'extrudeuse gonfle légèrement, le tirage s'ajuste automatiquement. Cela évite des variations dangereuses d’épaisseur de paroi. Cela empêche également le tuyau de prendre une forme ovale. L'automatisation moderne fournit des interfaces à écran tactile. Les opérateurs peuvent surveiller la pression de fusion, la température de l'eau et la consommation électrique en temps réel. Cette visibilité est essentielle pour maintenir la qualité des produits.
Les acheteurs se concentrent souvent entièrement sur les machines. Ils négligent les exigences cruciales des installations jusqu'à ce que l'équipement arrive sur site. Une prime La ligne d’extrusion de tuyaux en PVC sera sous-performante dans une usine mal préparée. Vous devez vous occuper de l’infrastructure et de la manutention du matériel avant le début de l’installation.
Les lignes d'extrusion nécessitent une infrastructure électrique importante. Vous devez détailler l’empreinte énergétique massive requise lors du démarrage. Chauffer le canon à température ambiante consomme un courant de pointe. Les transformateurs de votre installation doivent gérer cette surtension initiale. Un fonctionnement continu nécessite moins de puissance, mais l'alimentation doit rester parfaitement stable. Les chutes de tension déclencheront les onduleurs et arrêteront la production.
Le refroidissement est tout aussi crucial que le chauffage. Vous devez installer un système de refroidissement industriel robuste en boucle fermée. L’eau de ville est rarement assez froide ou suffisamment homogène. Les réservoirs d'étalonnage sous vide nécessitent un volume massif d'eau réfrigérée. Un refroidissement inadéquat limite considérablement la vitesse de votre ligne. Cela ruine également les dimensions des tuyaux car le plastique reste mou trop longtemps. Ne sous-estimez pas vos besoins en capacité de refroidissement.
Même la meilleure machine ne peut pas réparer une mauvaise chimie. Une ligne de premier niveau produira toujours des tuyaux fragiles si la formulation du mélange sec est incorrecte. La résine PVC nécessite un mélange précis de stabilisants, de lubrifiants et de modificateurs. Ces produits chimiques empêchent les brûlures et assurent un écoulement fluide.
La compétence de l'opérateur influence fortement la qualité finale. La mise en service des machines doit inclure une formation rigoureuse des opérateurs. Votre équipe doit comprendre comment résoudre les problèmes de température de fusion. Ils doivent reconnaître les fluctuations de pression et ajuster les bandes chauffantes en conséquence. Les opérateurs qualifiés peuvent lire les conditions internes du baril simplement en observant la finition de surface du tuyau. Investir dans la formation est rentable grâce à la réduction des taux de rebut.
Aborder efficacement les fournisseurs de machines B2B nécessite une préparation. Vous devez communiquer clairement vos besoins. Des demandes vagues conduisent à des devis inexacts. Une approche structurée vous aide à distinguer les fabricants fiables des simples assembleurs. Trouver le bon La machine de fabrication de tuyaux en PVC nécessite un contrôle minutieux.
Fournissez des données spécifiques pour obtenir une proposition précise. Rassemblez ces informations avant d’envoyer une demande :
Diamètres exacts des tuyaux : indiquez les diamètres extérieurs minimum et maximum que vous prévoyez de produire.
Plages d'épaisseur de paroi : définissez les valeurs SDR ou PN (pression nominale) requises.
Résultat cible : indiquez votre capacité attendue en kilogrammes par heure (kg/h).
Dimensions de l'aménagement de l'usine : indiquez la longueur et la largeur exactes de votre espace de production. Les lignes typiques nécessitent 25 à 35 mètres d’espace linéaire.
Spécifications d'alimentation : notez votre tension et votre fréquence locales (par exemple, 380 V/50 Hz ou 480 V/60 Hz).
Faites attention aux signes avant-coureurs pendant le processus de négociation. Protégez votre investissement en évitant les fournisseurs qui présentent ces caractéristiques :
Fournisseurs qui ne peuvent pas fournir une nomenclature détaillée (BOM) pour les composants électriques. Vous devez savoir exactement quels moteurs et automates ils utilisent.
Manque de clarté sur le support d'installation. S’ils ne proposent pas de mise en service ou de disponibilité localisée de pièces de rechange, éloignez-vous.
Un débit trop prometteur sans tenir compte de votre matériel. Des affirmations irréalistes qui ignorent la densité du composé requis indiquent généralement un argumentaire de vente malhonnête.
Réticence à partager des références ou à autoriser des visites d'usine. Les fabricants réputés souhaitent que vous voyiez leurs centres d'usinage.
La machine utilisée pour fabriquer des tuyaux en PVC est bien plus qu’une simple extrudeuse. Il s'agit d'une ligne d'extrusion synchronisée centrée autour d'un système bivis à fort cisaillement. Chaque étape s'appuie sur la précédente. Le vide d'étalonnage doit conserver la forme extrudée par la filière. Le transport doit tirer exactement à la vitesse de poussée du baril.
Le meilleur investissement n’est pas nécessairement la machine initiale la moins chère. La véritable valeur réside dans l’efficacité énergétique vérifiable. Il est issu d’une métallurgie robuste conçue pour une résistance à l’usure à long terme. Une synchronisation fiable en aval évite les rebuts et garantit le respect de normes dimensionnelles strictes.
Votre prochaine étape est la préparation pratique. Auditez l’infrastructure électrique de votre installation. Vérifiez votre capacité de refroidissement par eau glacée. Effectuez ces vérifications des installations avant de finaliser les spécifications de la machine avec le fournisseur de votre choix.
R : Les extrudeuses monovis sont généralement utilisées pour faire fondre des granulés comme le PE ou le PP. Des extrudeuses à double vis sont nécessaires pour la poudre de PVC. Ils assurent le contrôle nécessaire du cisaillement, du mélange et du frottement pour empêcher le matériau PVC sensible à la chaleur de se dégrader pendant la plastification.
R : Une ligne de production standard pour des tuyaux jusqu'à 110 mm nécessite généralement une empreinte linéaire de 25 à 35 mètres. Vous avez également besoin d'un espace au sol supplémentaire pour le mélange des matières premières, les unités de refroidissement et les racks de stockage des produits finis.
R : La vitesse de production est limitée par trois facteurs principaux. Ceux-ci incluent la capacité de plastification maximale de l'extrudeuse, l'efficacité de refroidissement du réservoir d'étalonnage sous vide et la formulation chimique spécifique de votre mélange sec de PVC.
R : Bien que vous puissiez changer les matrices d'extrusion, une extrudeuse est optimisée pour une plage de sortie spécifique. Faire fonctionner de très petits tuyaux sur une extrudeuse massive est très inefficace et risque de brûler le matériau. Les lignes sont classées en gammes spécifiques comme 16-63 mm ou 75-250 mm.