Views: 0 Author: Site Editor Publish Time: 2026-06-02 Origin: Site

Transitioning from sourcing PVC pipes to manufacturing them requires shifting focus from product specs to capital equipment reliability. This leap demands a deep understanding of complex extrusion technology. Producing standard-compliant pipes often involves meeting strict guidelines like ASTM, DIN, or ISO. Such precision depends entirely on the accuracy of your production line. A single standalone extruder is simply not enough. The manufacturing process requires a highly synchronized, multi-stage system to succeed.
Prospective buyers face a steep learning curve. You must match technical specifications to your specific output requirements. Navigating the equipment market can feel overwhelming. This article details the exact machinery you need. We explain how to evaluate a complete extrusion setup. We also outline the implementation realities you will face on the factory floor. Understanding these factors ensures you make an informed, profitable investment.
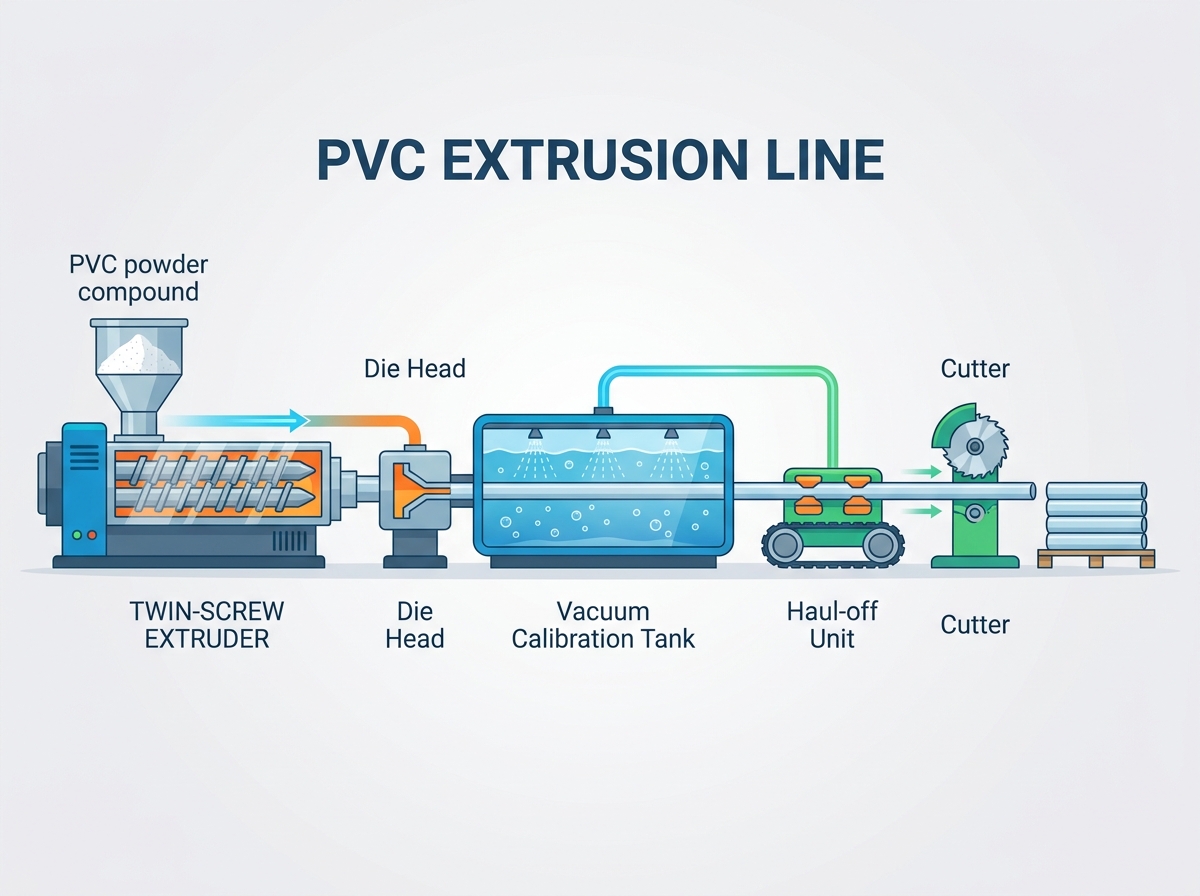
A complete PVC pipe making machine is actually an integrated extrusion line consisting of a twin-screw extruder, die head, vacuum calibration tank, haul-off unit, and cutter.
Conical twin-screw extruders are the industry standard for PVC powder due to their high shearing and stable plasticization capabilities.
Evaluating a plastic pipe machine requires balancing maximum throughput (kg/h) against energy consumption and long-term wear on the screw/barrel.
Successful implementation relies as much on facility infrastructure (chilled water loops, power stability) and resin formulation as it does on the machinery itself.
Manufacturing PVC pipes is a continuous, uninterrupted process. You cannot rely on a single standalone machine. The operation requires a turnkey system designed for synchronization. Every component must communicate seamlessly. A complete PVC pipe extrusion line transforms raw powder into finished, cut-to-length pipes. We can break this complex system down into three primary stages.
The extruder acts as the heart of your operation. Single-screw extruders work well for pelletized plastics like PE or PP. However, twin-screw extruders are absolutely mandatory for PVC. PVC is highly heat-sensitive. It also typically enters the machine in a dry powder form. Twin-screw designs, whether conical or parallel, provide the exact shear needed. They prevent the powder from burning while ensuring a uniform melt.
The screw and barrel perform the heavy lifting. They melt and homogenize the PVC resin. They also blend in vital additives like stabilizers and lubricants. The intermeshing screws force the material forward. This action creates friction. The friction generates the precise amount of heat required for plasticization. Advanced barrel heaters then fine-tune this temperature. They ensure the melt remains stable before it exits the machine.
Once the material melts, it enters the die head. The extrusion die plays a critical role. It shapes the molten plastic into a continuous pipe profile. The die determines the basic dimensions. It distributes the melt evenly around a central mandrel. This step is crucial for maintaining consistent wall thickness.
Immediately after the die, the hot pipe enters the vacuum calibration tank. This sizing tank serves a vital function. It instantly cools the pipe surface. The vacuum environment pulls the soft plastic against a brass sizing sleeve. This action holds the pipe's exact shape during the cooling phase. It ensures you meet strict outer diameter (OD) and Standard Dimension Ratio (SDR) tolerances. Water sprays continuously across the pipe surface. This rapid cooling solidifies the structure.
Downstream equipment handles the solid pipe as it exits the cooling tanks. These machines must operate in perfect harmony. They prevent stretching or compressing the final product.
Haul-off Unit (Caterpillar): This machine grips the pipe using rubber blocks. It controls the pulling speed and tension. The haul-off speed must synchronize perfectly with the extruder's output. Any mismatch causes severe wall thickness variations.
Cutter: Extrusion lines use planetary or saw cutters. These machines clamp onto the moving pipe. They travel alongside it to make precise, dust-free cuts. Planetary cutters rotate around the pipe. They are ideal for larger diameters and thicker walls.
Belling Machine: This equipment creates socket ends for pipe jointing. It can operate inline or offline. The belling machine heats the pipe end and forces it over a mold. This forms a perfect socket for rubber rings or solvent cement joints.
You must differentiate machine configurations based on your specific end-product requirements. No single extruder handles every type of pipe. Assessing your market needs comes first. You can then match those needs to the correct Plastic Pipe Machine specifications.
Standard UPVC (Unplasticized PVC) dominates the plumbing and drainage markets. It flows relatively easily when melted. CPVC (Chlorinated PVC), however, presents a different challenge. Manufacturers use CPVC for hot water lines and industrial chemical transport.
CPVC has a much higher viscosity than UPVC. It is also significantly more corrosive when heated. Producing CPVC requires specialized screw designs. These screws must generate different shear rates to prevent material degradation. You also need enhanced anti-corrosion barrel treatments. Standard UPVC barrels will degrade rapidly if you run CPVC through them. Chrome-plated or heavily bimetallic surfaces are mandatory for CPVC lines.
A direct correlation exists between pipe diameter and extruder size. You cannot effectively run all pipe sizes on one machine. Production lines are categorized into specific ranges. For example, a line might handle 16mm to 63mm pipes. Another line might handle 110mm to 630mm pipes.
Buying an oversized machine for small pipes is economically inefficient. Running a massive SJSZ 92/188 extruder to make 20mm conduit wastes tremendous amounts of energy. The material also stays in the barrel too long. This extended residence time causes resin degradation. Conversely, an undersized extruder cannot maintain the pressure needed for large, thick-walled pipes.
Pipe Diameter Range | Typical Extruder Model | Common Application |
|---|---|---|
16mm - 63mm | SJSZ 51/105 | Electrical conduit, small plumbing |
75mm - 250mm | SJSZ 65/132 | Residential drainage, water supply |
110mm - 315mm | SJSZ 80/156 | Municipal water, sewer mains |
315mm - 630mm | SJSZ 92/188 | Heavy-duty underground infrastructure |
Selecting the right equipment requires objective metrics. You need solid criteria to shortlist machinery manufacturers. Visual appearance tells you very little about long-term reliability. A high-quality PVC pipe making machine must excel across several technical dimensions.
Many buyers evaluate machines solely on "max output" claims. This approach carries significant risk. A machine claiming 500 kg/h might consume massive amounts of electricity to reach that peak. You must look beyond simple throughput.
Highlight the importance of measuring specific energy consumption. This metric is expressed as kW/kg. It tells you exactly how much power you use to produce one kilogram of pipe. High energy consumption quickly destroys operating margins. Modern machines use optimized heater bands and efficient drive motors. They maintain high output while keeping the kW/kg ratio low. Always ask vendors for specific energy consumption data under normal operating loads.
The physical composition of the extruder determines its lifespan. PVC manufacturing often involves high-filler formulations. Many producers add high levels of calcium carbonate to reduce material costs. This filler is highly abrasive. It accelerates wear inside the processing chamber.
You must insist on bimetallic screws and barrels. Bimetallic treatments fuse a hard, wear-resistant alloy to the base metal. This significantly extends the life of the components. Furthermore, look for recognizable brands for critical electrical and drive parts. Siemens motors provide reliable torque. ABB inverters offer precise speed control. Omron temperature controllers ensure the melt stays within a strict thermal window. Cheap, generic components fail frequently and cause expensive line stoppages.
The electrical control system acts as the brain of your production line. Evaluate the PLC (Programmable Logic Controller) carefully. You want centralized systems capable of advanced synchronization.
A high-end PLC synchronizes the extruder screw speed with the caterpillar haul-off speed. If the extruder surges slightly, the haul-off adjusts automatically. This prevents dangerous wall thickness variations. It also stops the pipe from becoming oval-shaped. Modern automation provides touchscreen interfaces. Operators can monitor melt pressure, water temperatures, and power draw in real-time. This visibility is essential for maintaining product quality.
Buyers often focus entirely on the machinery. They overlook crucial facility requirements until the equipment arrives on site. A premium PVC pipe extrusion line will underperform in a poorly prepared factory. You must address infrastructure and material handling before installation begins.
Extrusion lines demand substantial electrical infrastructure. You must detail the massive power footprint required during startup. Heating the barrel from room temperature draws peak current. Your facility's transformers must handle this initial surge. Continuous running requires less power, but the supply must remain perfectly stable. Voltage drops will trip the inverters and halt production.
Cooling is just as critical as heating. You must install a robust closed-loop industrial chiller system. City water is rarely cold enough or consistent enough. The vacuum calibration tanks require a massive volume of chilled water. Inadequate cooling severely limits your line speed. It also ruins pipe dimensions because the plastic remains soft for too long. Do not underestimate your cooling capacity needs.
Even the best machine cannot fix bad chemistry. A top-tier line will still produce brittle pipes if the dry-blend formulation is incorrect. PVC resin requires a precise blend of stabilizers, lubricants, and modifiers. These chemicals prevent burning and ensure smooth flow.
Operator skill heavily influences final quality. Machine commissioning must include rigorous operator training. Your team must understand how to troubleshoot melt temperature issues. They need to recognize pressure fluctuations and adjust the heater bands accordingly. Skilled operators can read the internal conditions of the barrel just by observing the pipe's surface finish. Investing in training pays off through reduced scrap rates.
Approaching B2B machinery vendors effectively requires preparation. You must communicate your needs clearly. Vague requests lead to inaccurate quotes. A structured approach helps you separate reliable manufacturers from mere assemblers. Finding the right PVC pipe making machine requires diligent vetting.
Provide specific data to get an accurate proposal. Gather this information before you send an inquiry:
Exact Pipe Diameters: List the minimum and maximum outside diameters you plan to produce.
Wall Thickness Ranges: Define the required SDR or PN (Pressure Nominal) ratings.
Target Output: State your expected capacity in kilograms per hour (kg/hr).
Factory Layout Dimensions: Provide the exact length and width of your production floor. Typical lines need 25 to 35 meters of linear space.
Power Supply Specs: Note your local voltage and frequency (e.g., 380V/50Hz or 480V/60Hz).
Watch out for warning signs during the negotiation process. Protect your investment by avoiding vendors who show these traits:
Vendors who cannot provide a detailed Bill of Materials (BOM) for the electrical components. You need to know exactly whose motors and PLCs they use.
Lack of clarity on installation support. If they do not offer commissioning or localized spare parts availability, walk away.
Over-promising throughput without factoring in your material. Unrealistic output claims that ignore the specific gravity of your required compound usually indicate a dishonest sales pitch.
Reluctance to share references or allow factory visits. Reputable manufacturers want you to see their machining centers.
The machine used for making PVC pipe is far more than a single extruder. It is a synchronized extrusion line centered around a high-shearing twin-screw system. Every stage relies on the previous one. The calibration vacuum must hold the shape extruded by the die. The haul-off must pull at the exact rate the barrel pushes.
The best investment is not necessarily the cheapest upfront machine. True value lies in verifiable energy efficiency. It comes from robust metallurgy designed for long-term wear resistance. Reliable downstream synchronization prevents scrap and ensures you meet strict dimensional standards.
Your next step is practical preparation. Audit your facility's power infrastructure. Verify your chilled water cooling capacity. Complete these facility checks before finalizing any machine specifications with your chosen vendor.
A: Single-screw extruders are typically used for melting pellets like PE or PP. Twin-screw extruders are required for PVC powder. They provide the necessary shear, mixing, and friction control to prevent heat-sensitive PVC material from degrading during plasticization.
A: A standard production line for pipes up to 110mm generally requires a linear footprint of 25 to 35 meters. You also need additional floor space for raw material mixing, chiller units, and finished product storage racks.
A: Production speed is constrained by three main factors. These include the extruder's maximum plasticization capacity, the cooling efficiency of the vacuum calibration tank, and the specific chemical formulation of your PVC dry-blend compound.
A: While you can change the extrusion dies, an extruder is optimized for a specific output range. Running very small pipes on a massive extruder is highly inefficient and risks burning the material. Lines are categorized into specific ranges like 16-63mm or 75-250mm.